
Вы здесь
токарный станок при ремонте тракторов,грузовиков. Страница 20 из 27
Самые популярные темы
- инструмент и приспособления
- Все о гидравлике (насосы, гидрораспределители, цилиндры, дозаторы). Часть 2
- Если есть вопросы по отечественным ТНВД вам сюда!
- Все о гидравлике (насосы, гидрораспределители, цилиндры, дозаторы)
- народ у кого есть газ 4301.. или был.давайте сюда.как ремонтируете как обслуживаете и всё всё всё.....
- Ремонт и регулировка двигателей СМД.
- Фото-музей поломок.
- Ремонт трактора "Казахстан" (ДТ-75)
- Подключить преобразователь 191.3759-01 12-24 вольта на МТЗ
- Регулировка ТНВД и форсунок.
Чтобы на выход, нужен левый резец и обратные обороты. А как будет стоять этот резец (вверх ногами или нормально) значения не имеет.
Нужен ..и это я понял,сразу,как упомянули левый резец(хоть и в глаза его не видел. а кто то предлагал перевернуть обычный и т.д...).но в букваре он не упоминается....и зачем там его перевернули ???!!!да ещё и вращение предлагают другое....
А они есть http://www.stankoopt.ru/products/rezets-rezbovoj-dlya-vnutrennej-rezby-2...
Блин..
Да знаю что есть...два раза даже фото выкладывал чуть выше....
А ошибка? возможно....только вот начитавшись таких ошибок,люди возможно начинают учить других переворачивать резец....не уловив и не поняв сути.....
добрый день мужики вот и я прикупил станочек ищу типерь фрезерную приспособу
Нужен совет.
Необходимо увеличить в диаметре два соосных отверстия, сейчас 40мм нужно 60мм или чуть больше. Метал 30мм + приварено ещё 16мм. это крепление гидроцилиндров поворота стрелы на экскаваторе.
Попробовать хочу следующее: изготовить вал, по существующим отверстиям и использовать его как направляшку. В торце отверстие по центровочному сверлу коронки. Соответственно вал в отверстия, коронку в отверстие вала и сверлить.
Затем втулки в отверстия под запрессовку.
Меня интересует насколько точное получится отверстие?
Коронкой на 60 думаю будет проблематично просверлить 45мм. Чем хотите вращать?
низко оборотистая дрель
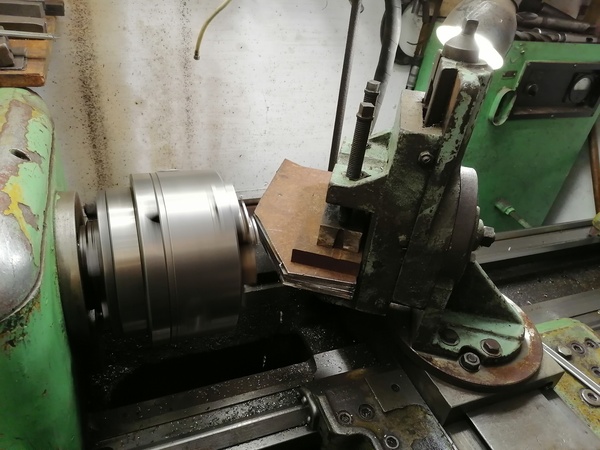
Сверление и расточка отверстия кронштейнов гидроцилиндра КУН диаметром 50мм.





Фрезеровал кронштейны левым отогнутым резцом. Твердосплавными фрезами пока не обзавёлся а из быстрореза по сварке быстро затупляются.

в наличии круг калиброванный ф25 длинной 150мм
необходимо изготовить
интересуют советы "профи" о последовательности действий для лучшего качества (соосности)
1. точить буду не сам
2. интересует следующий момент
как это сделать правильно?
можно ли это делать неправильно?
Точить в центрах с поводком.
а если зажать часть втулки (ф25 и ф24)
сделать центр
проточить ф22 и резьбу
зажать ф22 и сделать резьбу 24
Вала можно как угодно, зависит от точности станка и требований к этому валу, может это ось для колеса от садовой тачки.
можно как угодно, зависит от точности станка и требований к этому валу, может это ось для колеса от садовой тачки.
Я бы так и стал делать...возможно и без центра,если ось не к космической ракете....
проточка в центрах
и вторым способом
насколько разная точность?
на одном и томже станке
подумалось
если точить в центрах - то как делать центры
чтобы ф22 и ф25 были соосны (начальный круг может быть немного гнутый)
помоему второй способ обеспечит большую соосность
Отдайте токарю, и скажите что вам нужно на выходе, а он сам решит как лучше.
уточню задание
нужна максимально возможная соосность ф25(необрабатываемой) и ф22
надо лучше как мне а не токарю
Взять другую заготовку(больше диаметром) и сделать эти диаметры в один зажим....будет максимальная точность....
немного лирики "кто-то за это должен платить, а Роман Трахтенберг считает данные траты не целевыми, и я тоже"
точность круга калиброванного меня устраивает
хочется максимально можно соосно сделать ф22
и понятно сформулировать это токарю
чтобы он сам за меня не решал, "а типа и так сойдет, чё им колхозникам"
Люблю таких экономных...
Допустим надо выточить вал длиной 100 мм....они и несут заготовку такой длины...
Спрашиваю,а как я ее зажимать буду?а он оказывается об этом и не подумал.....
А уж когда приходят и толкуют как правильно и последовательно делать....так вообще готов место у станка уступить..
я так понимаю вы круг ф28 до круга ф25 бесплатно обточите?
к сожаления не все так делают
и еще вопрос
какой длинны вам нужен круг, чтобы вы сделали мою деталь
На данный вал можно ровно длину вала( ну чуть длиньше на торцовку)
Ну и в вашем случае,если не нужна космическая точность,можно и из имеющейся калибровки сделать...
Вы же сами сказали,что заготовка может быть чуть другой(кривая)....значит 25й диаметр может быть не идеален в процессе точения.....нужна хорошая точность,берите заготовку потолще...
А можно и
так...
лучше быть дураком и богатым
чем таким прекрасным и умным голодранцем
ну ф25 диаметра и конечной детали всего 30мм
осталось понять как лучше (максимально соосно ф25) делать ф22
Так тут один и самый простой вариант..
Раз 25й диаметр не обрабатываем ,то естественно зажимаем за него и обрабатываем 22й....потом перевернув 24-й.
Вот если бы заготовка была больше 25 мм,то за один зажим обрабатываем 25-й и 22-й...тут их соосность обеспечена...ну и перевернув деталь точим 24 мм...если станок точный,то и он получится очень хорошо...но вам это особо не требуется...
25 зажать в цанговый патрон, торцануть, зацентровать, поджать центром, проточить 22, нарезать резьбу 22, перевернуть, нарезать резьбу 24.