Вы здесь

токарный станок при ремонте тракторов,грузовиков. Страница 18 из 27
Самые популярные темы
- инструмент и приспособления
- Все о гидравлике (насосы, гидрораспределители, цилиндры, дозаторы). Часть 2
- Если есть вопросы по отечественным ТНВД вам сюда!
- Все о гидравлике (насосы, гидрораспределители, цилиндры, дозаторы)
- народ у кого есть газ 4301.. или был.давайте сюда.как ремонтируете как обслуживаете и всё всё всё.....
- Ремонт и регулировка двигателей СМД.
- Фото-музей поломок.
- Ремонт трактора "Казахстан" (ДТ-75)
- Подключить преобразователь 191.3759-01 12-24 вольта на МТЗ
- Регулировка ТНВД и форсунок.
Ну а хтож спорит.
Так то, делаю из сверл, но пиляю под самый хвост , на 10мм ленты высотой не более сантима.
По вашей просьбе
Вы пишете одну марку Р6, а показываете другую Р6М5
Большое спасибо, а теперь прочитайте внимательно марку стали и скажите по каким свойствам она отличается от Р18?
Совершенно верно
Дома есть сверло 19,75....почему не может быть 27,75?
у меня есть 50-го....,,калибра,, )))))
А шо маленький такой?

Знаю 12-й, 16-й, 28-й. Даже малипуську 32-й видеть доводилось... Вроде что-то слыхал про 42... или наоборот про бугая то ли 8-й то ли 4-й...
Но шоб 50-й... Даже не слыхал что есть такие калибры.
И таки лучшее делать из короткой серии свёрл, это связанно с особенностями заточки ленточек и закалки рабочей части сверла.
Запарился я уже с этими расточками, шлифовками кулачков. Все методы испробовал, видяшки посмотрел, форумы почитал. Никак не получилось как надо.
Смеяться будете, или не поверите. Плюнул, надфилями , напильниками вывел в рукопашную.
Зажимаю с нулевого, подтяжка по кругу , и всё идеально встаёт каждый раз,меня устраивает 0,02мм.
Сам офанарел.)
Надежда была на метод шлифовки кулачков без зажатия патрона, и тут ещё хуже получилось со шлифовкой, чем при расточке. Оставлю так. Появился ещё один метод, ручная расточка))))).
Если кулаки не болтаются , то вообще но проблем .
Хотяяя , помню на китайце ну никак не мог меньше 0,03 добиться там патрон ф80 ,получилось только после как поменял шариковые подшипы на роликовые , и усё стало круть,и теперь всегда меньше 0,03 , тож самое на школьнике .Но у меня все патроны новые , хоть и кулачки не родные , но сидят плотно.
кто это? нашел...стоит в углу лет 20.....
ну нифига се маленький.....больше чем снаряд в сорокопятке))))) а так да.....запара с этими калибрами, число больше - размер меньше)))))
протачивал,шлифовал.....и всё-равно не айс, вчера поставил обратные ( впервые с момента приобретения станка) и блин почти идеально. надо кулачки искать, или патрон 250-й или как-то установить 315-й...новый лежит. кто скажет, 20 мм. переходную шайбу хватит или толще металл искать?
1М61
Спасибо за оперативность.....сейчас посмотрим что это такое.
Проблема возникает когда кулачки отличаются по твёрдости, а это часто и густо на СССР.
Был у меня такой. Основная проблема - электромагнитные муфты в передней бабке (прямой ход и реверс) - если целые и не подпаленные, при должном уходе проблем не будет. У нас их найти сложно. В остальном - вполне отличный станок для гаража.
мне разрешили забрать с него малую продольную \нужна для фрезерной приставки к токарному\ и заднюю бабку .......но теперь думаю попытаться забрать целиком......вс равно в металлолом уйдёт......разговор про бабку и прод. был года 2 назад, вовремя не забрал,а потом думал что переплавили уже........а нет стоит бедолага))))
В данном случае приоритетны первые цифры, определяющие процентное содержание вольфрама. Остальное- дополнение. Смею заверить, что сплав Р18 содержит те-же компоненты, но в других пропорциях .А то, что полностью не написал марку, прошу прощения, производственникам свойственно сокращения, но я забыл где нахожусь!
А может интереснее узнать другие свойства этих сталей?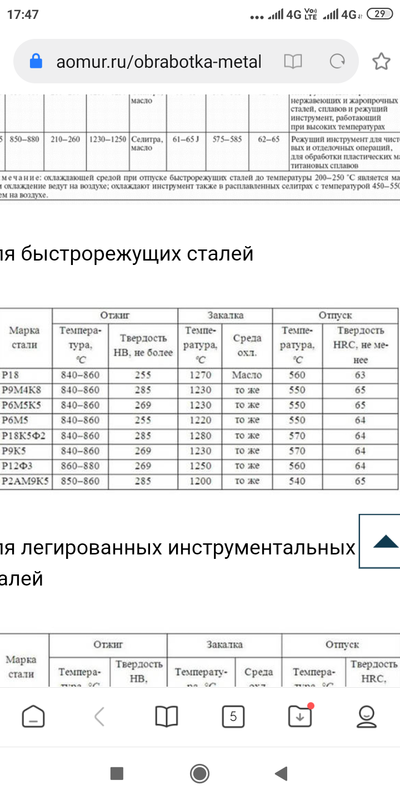
Р18 возможно и содержит те же компоненты, но только в следовых количествах не особо влияющих на её свойства.
Основных отличий два. Первое это то которое Вы указали Р18 существенно дороже, второе Р18 существенно проще в термообработке, результат всегда предсказуем при довольно широком диапазоне температур, а вот семейство Р6М5 более капризно. И это основной момент! Поскольку таки получить некачественный инструмент из них проще.
А что касается сокращений, то как то это не правильно, особенно когда есть целое семейство этих сталей и таки отличающихся своими свойствами.
И таки да форум это для многих учебник, единственный учебник и написан он должен быть правильно.
Ну и могу сфотографировать фрезы из той же Р6М5 как и свёрла из Р18, для понимания что применяются и там и там.
На 1м61 электромагнитная муфта стоит на тормоз. Прямое и обратное вращение шпинделя осуществляется электродвигателем. На фото плохо видно коробку скоростей и коробку подач, может это разновидность станка 1м61.
после обработки останется 13 а минимум 16 должно быть иначе болты торчать будут и каждый раз их менять придётся и подтачивать
20 в притирку я делал из 16 -плохо лучше чуть толще на РМЦ 3-4 мм решающими не будут и лучше сточить 4-5 мм чем не хватит 3
я делал с 16
20 хорошо но 25 надёжно не забудьте про высоту шляпок болтов
переводчик ?
с болтами можно как-нибудь разобраться.........а железяки толше 20-ти нету. может маховик какой тракторно-автомобильный ?
нет они чугун
точи из 20 ки но не ошибайся вначале посадку точил и помечал как на шпиндель садиться потом ставил на станок и подгонял под патрон но вначале надо убрать забоины на шпинделе
Вопрос может и глупый но всё же. Осваиваю токарный. Настроил на нарезание резьбы: метрическая шаг 1,5. Но суппорт бежит с очень большой скоростью. Попробовал прочертить на заготовке, шаг совпал 1,5. Вопрос в том, что если мне резьбы надо, предположим 1см, то как попасть в такой маленький размер? Маточную гайку размыкать можно? Если да, то как попасть снова в резьбу?
Нужно знать какой станок! Какой шаг резьбового винта!
Как правило, если шаг кратен шагу резьбы то маточную можно размыкать.
Если нет то меньшие обороты и игграться с реверсом.
Т135В шаг винта 3мм
С реверсом попробовал, резец отвести не успел - в утиль.