Вы здесь

Сварочные аппараты, расходники и технология сварки. Часть 2. Страница 266 из 410
Самые популярные темы
- Самодельные минитракторы. Часть 4
- самодельные минитракторы
- Трактор "Бизон" - вопросы, ответы, обсуждение
- Изготовление с-х техники для фермеров в домашних условиях
- Самодельные минитракторы. Часть 5
- Сварочные аппараты, расходники и технология сварки. Часть 2
- миниэксковатор . Часть 2
- Самодельные минитракторы - 2. Продолжение
- самодельные приспособления для обработки металов (токарные, фрезерные станки и др)
- Самодельная телега
Чуточку не так. Проволока диаметром 1.6 мм оправдывает себя на толщинах болше 15 мм. Токи сварки этой проволокой от 150 и до 500А. Она нужна для быстрого прогрева массивных деталей. Про коробление здесь лучше не говорить. Это не жесть с токами 50-80А.
Увеличивается.
Оно и на новом наконечнике идет не по кругу, а по половинке его части, т.к. диаметра отверстия больше диаметра проволоки, иначе она туда не пролезет. По мере износа истирается наружная часть больше, а внутреннее входное отверстие остается без изменений. И в следствии этого площадь контакта увеличивается, т.к. идет уже не по прямой, а по наклонной - а ее длина всегда больше прямой линии.
Они это нормальные сварщики. Если посмотрите видео в интернете, форумы, разных советчиков. То часто можно услышать что проволокой 0.8 чуть ли не рельсы сваривают и на токах 200 ампер работают. После пишут что у них сопло забивается и туда надо специальным спреем брызгать.
Я сколько не сваривал, у меня сопло никогда не забивалось, так как процесс сварки идет совершенно без брызг. Но это если напряжение низкое ставить, на высоком металл начинает кипеть и мелкие брызги уже появляются.
Лучше бы не ролики смотреть с "нормальными сварщиками", а технологические карты. Тогда бы Вы не не приходили к нелепым выводам..... Разумеется, проволокой 0.8 мм. можно сваривать металл ЛЮБОЙ толщины. Производительность, начиная с некоторого момента, будет ниже, чем у более толстой проволоки. Но качество сварного шва будет как минимум не хуже. Ибо два "маленьких" прохода всегда лучше одного "большого" - за счет уменьшения сварочных напряжений.
Про брызги. Это показатель чего?... Случалось, что мою работу , проверяли. Швы визуально осматривали, линейками-катетомерами меряли, ультразвуком светили...но не разу не смотрели наличие брызг в сОпле...почему?
Кому-чё, кто учился на сварного,кто то работает, кто то на диване сидит - но может заткнуть за пояс профи.
Профи - он может всю жизнь варить одно и тоже, и ничего не может вне лаборатории .
Спец - знает как,где и чем делать, будет делать , даже если у него в руках вместо сварки- гвоздь и аккумулятор .
Инженер - начал из ПТУ - делает разное , разное по разному получается , но почему то показывает только то, что получается, ну а если его попросить, что-то показать ,из того ,что не показывал , не рассказывал ,то - попросту молчит ,чавото там ждёт .
Любитель- пробует,плюется,спрашивает , отвечает, пытается научится .
Учитель- варит всё и вся , самыми отвратными электродами и переменниками , которые своим ТР-р-тр.....отпугивают любого ,кто хочет научится , и ученики должны делать не хуже . Современный учитель юзает хамелеон, у учеников - стекло, причем темное , самое темное. Учитель, может стоя сзади , держа руку ученика , в которой держак с каблом 90квадратов, запросто манипулировать . Помните я писал что однажды был на курсах ?! Да, преподаватель - женщина !
Давайте , инженегры , дальше сказки рассказывайте.
А я пошёл , очередной инвертер прогружать - после ремонта , и у древнего ПА типа "циклон" ,рукав ( 3тий по счету ) менять ,и ролик в немного в порядок привести. Причем этот циклон , на кислоте с водой всю дорогу , и варит им любитель , жестянку в авто , и очередь к нему на полгода.

Никто не начнет себе ничего искать, до поры, удел непрофессионалов, каковыми все здесь и являются, делать довольно сложные и необходимые им работы тем что есть и на оборудовании какое есть в данный момент. А по сути даже тем которое для этого вовсе не приспособленно. А вот тут уже фантазия. изворотливость и т.д., а не стандартные решения.
Товарищи, а кто нить менял кран на углекислоте, вот как то собрались тушилки, надо вентиль с маленького в большой перекинуть , хочу попробовать сам, чем балон зафиксировать??
Ремни приводные, старые . Баллон типа как в петлю ..... Дальше на вкопанный столб или как на видосе.
в тиски зажимал и за квадрат вентиля спокойно ключом выкрутил.они не так уж сильно там и закручены.новый вентиль закручивал с фумкой.вот жду еще два вентиля что бы переделать еще один пятилитровый и десятилитровый.-таскать с собой большой баллон не интересно.
Балон с углекислоты зажимал в тисках, выкручивал родной вентиль, промывал каусиком и чистой водой, сушил и закручивал на фум другой вентиль.Всего таких балонов сделал четыре, два из которых у меня в пользовании под кислородом.Заправляю кислород через переходник с большого полного балона.
И ФУМ не пропускает??
Всем спасибо, у меня таких больших тисков нету правда, но что то придумаем.
Кстати вентиль под огнетушитель не нашёл даже в просторах тырнэта, буду б/ пернбирать.
то же
нет, не пропускает, уже18 лет пользуюсь
Я доставал маленькие балончики с дыхательных аппаратов (у пожарников тогда такие были) и перекручивал вентили с маленьких на большие баллоны....
https://market.yandex.ru/product--gazovyi-ventil-bamz-vbu-isp-03/6496580... надо просто знать что искать.первый же попавшийся по запросу ВБУ исполнение 03-(03-это резьба с малым конусом под малые баллоны)
у них надо и гайку свою-там специально сделана резьба что бы баллон больше никуда не использовался-лежит у меня такой двухлитровый-хотел его под углекислоту пустить да гайки под него нету а потом вентиль купил во все инструменты.заказал сразу три-пришел заказ.сгонял за ним за 200км и выдают мне один под малый баллон и два под сорокалитровые-от этих двух отказался.заказал в питер знакомому-обещал привезти.
Без дурных мыслей в голове, скорее от незнания , ссорян , если обидел....
Ничего сложного, заказал у токаря и пользуюсь.
О знакомый кран, не пропускает по штока??
Нет, не пропускает....если начинает пропускать, то можно разобрать и сделать ревизию ...там обычно трескаются перегородки, типа мембраны....тогда в жертву приносится точно такой же кран донор.Баллоны я собирал ещё в 2002году, тогда сделал капремонт , выкинул все потрескавшиеся мембраны и поставил целые....18 лет - полёт нормальный
Нет, это с маленьких балонов , что использовались в дыхательных аппаратах...
Вот и правильно. Даже простые полуавтоматы на 160-180 ампер могут с проволокой 1.2мм работать, если горелку поменять, и ими можно нормально толстые железки сваривать, пусть и не продолжительное время, если ПВ маленький.
Проблема в том, что маленькое тепловложение. Тонкой проволокой очень сложно или почти невозможно начать сварку так, что бы начало шва хоть что-то держало. Особенно если деталь ответственная и нельзя после болгаркой шкрябать.
Мембраны из чего??
Что бы на второй круг не заходить - я выше уже писал, что думаю на этот счет - а Вы можете привести пример этой ответственной детали, которую 0.8 проволокой варить нельзя, а проволокой 1.2 (или 1.6) можно?
пс. Очень хотелось бы узнать, кто-то согласен с утверждением сааба95? Ну или, напротив - не согласен...
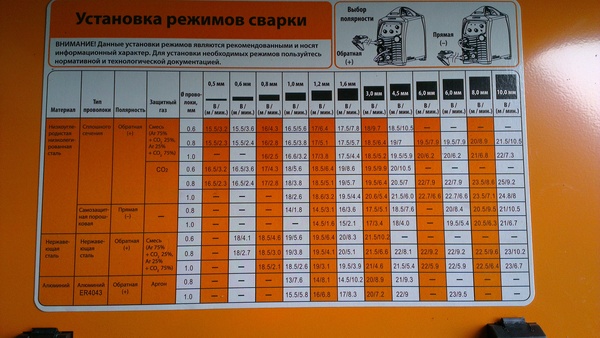
Я варил толстый металл проволокой 1 мм, но это не аргумент, ибо сварным наукам не обучен. А вот таблица на моей сварке говорит что можно так делать
если пропускает по штоку вентиля, разбери его и тогда увидишь конструкцию и поймёшь о чём речь....
Установка режимов сварки!!! ВНИМАНИЕ!!! ЭТО рекомендации и информация!!! Ну а процесс работы - это совсем другое!!! Даже сквозняк открытых окон вносит свои изменения в процесс сваривания металлов. Как то так.
С маленькими непробовал-а вот большой пропановый прижимал навеской трактора
, через деревяные прокладки, чтоб негнуть балон-и саморобным ключом откручивал вентили!
На большом пропановском открутил так: завалил на бок, припер к стенке, положил с другой стороны "башмак" - брус 75*75. И рожковым ключем, ударяя по нему киянкой, открутил.
прихватил сваркой к нижней полке уголок длинный и спокойно открутил.
Например не совсем деталь, а сварка металлических конструкций из профильной трубы 160х160х5мм. Когда к одной приваривается вторая в стык Т образно. Верхняя полка не видна, а боковые и нижние должны быть красивым однородным швом заварены.
Эта таблица - полная ерунда. Смотрите последнюю строчку где металл 10мм.
0.8мм - напряжение 21.5 подача 10.5
1мм - напряжение 22 подача 7.3
Вообще преимущество толстых проволок в том, что они дают высокий ток при более низком напряжении, следовательно на проволоке 1мм напряжение должно быть ниже, чем на 0.8, а в таблице все наоборот. И там же разделы по защитному газу - для СО табличка отдельно, а для смеси с совершенно разными характеристиками, разделения нет, а каждый сварщик знает, что чем больше аргона - тем меньше сопротивление сварочной дуги, значит и напряжение нужно устанавливать меньше.
Вот про это я и пытался донести - в настройках аппарата для сварки толстых металлов проволокой 1мм просто увеличивается напряжение для увеличения тепловложения. На боковых и потолочных швах это не применимо. Но никто не запрещает к этому аппарату подключить проволоку 1.2 или 1.6, и работать с той же самой мощностью, но при напряжении 16-18 вольт.
То есть производители и продавцы слабых аппаратов специально придумывают таблицы, где проволокой 0.8 рельсы сваривают, что вводит людей в заблуждение по сварочным материалам. Хотя всего нужно купить горелку мощнее и подключить ее к имеющемуся аппарату.
Написать то можно-ну рельсу заварить проволокой 0,8 неполучится! Во первых-метал непрогреется хорошо, а ето значит и качество шва будет низкое!!!!( В народе как говорят незаварил-а залепил) . А во вторых ,ето ж сколько проволоки придется использовать? А расход проволоки будет значительный!
С вашей, научной,теоретической, точки зрения, может и ерунда, спорить не буду, не компетентен. Но оно работает, может и вопреки, но работает.