Собственно можно обсудить конструкцию с точки зрения пригодности к изготовлению в домашних условиях.
Верхняя и нижняя мембраны получились трёхслойными – внутренний слой 20мм, наружные по 16мм. По условиям прочности не удалось реализовать конструкцию в виде коробки. Мембраны получились тяжёлые, по 45кг каждая.
Как я уже говорил, мои познания в вопросах технологии сварки металлоконструкций весьма скромные, поэтому обращаюсь к участникам форума за помощью в проработке узлов с точки зрения их изготовления.
Прежде всего, хочется понять, возможно ли сварить такой пакет?
Для того, чтобы правильно выполнить КД на составные детали и файлы раскроя, необходимо знать форму разделки кромок для каждого шва.
Прежде всего, хочется понять, возможно ли сварить такой пакет?
сварить можно.имхо-слоеный пирог из трех листов не проще ли сделать наружные с выступом над внутренним усилителем? сварной шов заполнит промежуток между крайними панелями.наружные панели более подвержены растяжению и разрыву-логичнее было бы сделать наружные с выступом.опять же в разрезе получится сечение наподобие двутавра.ну это я так думаю-не имея никакого технического образования и возможности все это проверить.
не проще ли сделать наружные с выступом над внутренним усилителем?
С точки зрения конструкции - проще и лучше, и 20мм листа уйдёт меньше. Я так вывернул чтобы варить удобнее было. Меня смущает, что зазор 20мм узкий. Насколько удобно будет варить?
Вот на торце глубина паза 30мм туда вообще залезть можно будет?
не проще ли сделать наружные с выступом над внутренним усилителем?
С точки зрения конструкции - проще и лучше, и 20мм листа уйдёт меньше. Я так вывернул чтобы варить удобнее было. Меня смущает, что зазор 20мм узкий. Насколько удобно будет варить?
Вот на торце глубина паза 30мм туда вообще залезть можно будет?
диаметр электрода 5-6 мм.а если варить полуавтоматом то и вообще без проблем.у нас есть гениальные полуавтоматчики-хот 5мм проволокой варить могут.ну и не обязательно делать такую глубокую посадку на 30мм от кромки наружных листов.полки в 10 мм было бы достаточно.
диаметр электрода 5-6 мм.а если варить полуавтоматом то и вообще без проблем.
Понятно.
колупатор пишет:
ну и не обязательно делать такую глубокую посадку на 30мм от кромки наружных листов.полки в 10 мм было бы достаточно.
Сзади поля убрать можно, а вот по бокам нужна развязка по жёсткости, чтобы не прийти всем пакетом в 10мм стенку.
Мембраны переделаю.
Колодец в головке шириной 420мм. Сколько по ширине делать раскрой 16мм листов? 420 или в минус с учётом сварочных зазоров?
Не решённый вопрос по фиксации колонки. Отверстия очень сильно ослабляют конструкцию. В заводской конструкции даже отверстия для хранения пальца в процессе работы, и те создают концентрацию напряжений.
В заводской конструкции даже отверстия для хранения пальца в процессе работы, и те создают концентрацию напряжений.
верхняя панель и лопается по этому отверстию.
Serdobol пишет:
Сзади поля убрать можно, а вот по бокам нужна развязка по жёсткости, чтобы не прийти всем пакетом в 10мм стенку.
по бокам можно внутреннюю и не доводить до стенок боковых колонн-все одно организовать провар,монолит-сразу всех трех панелей пакетом имхо не получится-нужно послойное сваривание панелей.
имелось в виду панели такого типа.
Serdobol пишет:
Колодец в головке шириной 420мм. Сколько по ширине делать раскрой 16мм листов? 420 или в минус с учётом сварочных зазоров?
здесь скорее всего нужно все делать в нулях.фаски под сварку не так уж и сложно выполнить болгаркой по месту-все одно без зачистки не обойтись.
Да, я Вас так и понял. Мне место перехода на радиусах очень не нравилось, там где внутренний лист уходит под наружные. По прочности там более-менее, а вот концентратор напряжения создаётся приличный.
Хочется ещё понять по последовательности сборки. Мне не ясно что будет с короблением панели.
Кольцо 140 можно сварить со втулкой, а потом проточить, чтобы убрать перекос. После чего приварить к панели 16мм.
Втулку поворота надо сперва приварить к 20мм листу, усиления швов снять. После этого варить наружные панели.
Кстати, Втулки по краям можно чем-то крепким наплавить, а затем расточить (пояски где-то по 20-25мм внутри, глубиной 1,5-2мм на сторону). И после этого вваривать в панель. Тогда края втулок точно проминать не будет.
Кстати, Втулки по краям можно чем-то крепким наплавить, а затем расточить (пояски где-то по 20-25мм внутри, глубиной 1,5-2мм на сторону). И после этого вваривать в панель. Тогда края втулок точно проминать не будет.
чем то прочным вы имеете в виду типа покрытия износостойким сплавом металлов?здесь нет изнашивающего трения а такое покрытие помимо твердости имеет склонность растрескиванию.в процессе наплавки на защитном слое образуются трещины,что не является браком.однако трещины во втулке будут не допустимы.и наплавка таким материалом трудно поддается обработке.но выкалывается при нагрузке.
Serdobol пишет:
Хочется ещё понять по последовательности сборки. Мне не ясно что будет с короблением панели.
Кольцо 140 можно сварить со втулкой, а потом проточить, чтобы убрать перекос. После чего приварить к панели 16мм.
Втулку поворота надо сперва приварить к 20мм листу, усиления швов снять. После этого варить наружные панели.
сначала вварить втулки в двадцатые листы,потом нижний лист приваривается к стойкам-на него усилитель и закрывается верхним листом.все это с проверкой на коробление.причем втулки должны иметь диаметр внутренний "черновой"-с запасом на последующую финишную расточку в уже готовой раме после окончательной сборки,сварки всех элементов рамы.как по оси цилиндров так и по оси поворота колонки.только готовый узел расточенный в одну установку даст боле менее приемлемые результаты.
чем то прочным вы имеете в виду типа покрытия износостойким сплавом металлов?
Нет. Я имею в виду что-то прочное, а не твёрдое.
В расчётах принимал предел текучести 22кгс/мм², что характерно для низкоуглеродистых сталей, вроде Сталь 10, Сталь 20, Ст3.
Наплавка даже основными электродами позволит получить слой металла с большей прочностью. Например, предел текучести шва LB-52U - 53 кгс/мм².
У ESABа есть электроды для упрочнения, например:
- OK Weartrode 30(OK 83.28), дающие наплавку с твёрдостью HRC30 (предел текучести примерно 70 кгс/мм²);
- OK 84.42, твёрдость наплавки HRC 40-46 (предел текучести более 100 кгс/мм²);
- OK 14MnNi (OK 86.28),твёрдость HRC 40-46, высокая стойкость к образованию трещин.
Т.к. конструкцию надо растачивать в сборе, то я бы остановился на каком-нибудь электроде с основным покрытием, или OK 83.28.
колупатор пишет:
сначала вварить втулки в двадцатые листы
К 20мм листу варится втулка поворота колонки. Втулку ГЦ особой надобности соединять с толстым листом нет, разве что для каких-то технологических нужд.
колупатор пишет:
потом нижний лист приваривается к стойкам-на него усилитель и закрывается верхним листом.
Нужны продольные внутренние швы, те, что вдоль присоединительных кромок. Эти швы, равно как швы в фигурных окнах, создают из пакета листов балку, а не рессору. Это критично для данного узла.
колупатор пишет:
причем втулки должны иметь диаметр внутренний "черновой"-с запасом на последующую финишную расточку в уже готовой раме после окончательной сборки
Думал оставить для окончательной обработки миллиметра по 2 на диаметр. Сборку надо делать на оправке, по ней же и выставлять вертикальность оси. Собирать надо от осей ГЦ.
колупатор пишет:
только готовый узел расточенный в одну установку даст боле менее приемлемые результаты.
Нужны продольные внутренние швы, те, что вдоль присоединительных кромок.
нарисуйте как это примерно выглядит? :fotku:я не могу догнать как сварить листы между собой внутри вдоль края но внутри.
Serdobol пишет:
Думал оставить для окончательной обработки миллиметра по 2 на диаметр. Сборку надо делать на оправке, по ней же и выставлять вертикальность оси. Собирать надо от осей ГЦ.
ну это само собой разумеется.а если взять и вварить панели из цельного листа металла к примеру 30-40 мм?это несколько упрощает задачу по курсам кройки и шитья.да и проварить к стойкам можно с разделкой под сварочный шов.
нарисуйте как это примерно выглядит? :fotku:я не могу догнать как сварить листы между собой внутри вдоль края но внутри.
Выделил кромки по которым обязательно нужно проварить.
Я предполагал, что мембраны свариваются полностью, а потом монтируются в раму. Тогда можно проварить мембрану по типу двутавра.
колупатор пишет:
а если взять и вварить панели из цельного листа металла к примеру 30-40 мм?
Сейчас пакет толщиной 52мм. Жёсткость на изгиб 30мм листа ниже более чем в 5 раз, 40го в 2 с лишним раза.
В этой конструкции жёсткость очень критична, т.к. ГЦ выворачивает мембрану. Под действием сил механизма поворота втулка колонки сильно смещается по вертикали (в заводской конструкции порядка миллиметра). Также сильно уходит в сторону палец ГЦ, что создаёт значительный перекос во втулках ГЦ и приводит к их быстрому износу.
Если честно, соединение даже 20мм листа в ребро к 10мм не вызывает у меня доверия, Очень резкий переход жёсткости, а значит большие концентрации напряжений.
Да и сварить наверное не каждый такое сможет. Хочется чтобы эту конструкцию могли повторить все желающие.
нарисуйте как это примерно выглядит? :fotku:я не могу догнать как сварить листы между собой внутри вдоль края но внутри.
Выделил кромки по которым обязательно нужно проварить.
Я предполагал, что мембраны свариваются полностью, а потом монтируются в раму. Тогда можно проварить мембрану по типу двутавра.
колупатор пишет:
а если взять и вварить панели из цельного листа металла к примеру 30-40 мм?
Сейчас пакет толщиной 52мм. Жёсткость на изгиб 30мм листа ниже более чем в 5 раз, 40го в 2 с лишним раза.
В этой конструкции жёсткость очень критична, т.к. ГЦ выворачивает мембрану. Под действием сил механизма поворота втулка колонки сильно смещается по вертикали (в заводской конструкции порядка миллиметра). Также сильно уходит в сторону палец ГЦ, что создаёт значительный перекос во втулках ГЦ и приводит к их быстрому износу.
Если честно, соединение даже 20мм листа в ребро к 10мм не вызывает у меня доверия, Очень резкий переход жёсткости, а значит большие концентрации напряжений.
Да и сварить наверное не каждый такое сможет. Хочется чтобы эту конструкцию могли повторить все желающие.
понятно про какие швы вы говорите.я предполагал немного другую конструкцию.вваривается нижний лист перемычки,на него укладывается внутренний лист со втулками под цилиндр и колонну.все это проваривается вместе между собой через технологические вырезы в нижнем листе.далее накладываем верхний лист перемычки-если так важен этот шов- то просто переместить его не усилительный промежуточный лист,обрезав у верхней накладки по 4-5 см и потом вварить два недостающих отрезанных края от накладки до стоек.может это и заморочно-но имхо-так легче(для меня),чем вваривать цельную панель.хотя с цельной(готовой сваренной) панелью будет быстрее и точнее.прихватть верхнюю и нижнюю-зафиксировать их по осям и по горизонту между сбой сваркой на временные стойки и варить,варить,варить.потом по тому же сценарию среднюю вварить и усилениями закончить сварочные работы.ну и потом вступает в дело расточка.
а как вы бОльший квадрат(звездочку) протянете через втулку?или втулку будете забивать после установки пальца?это смахивает на бред сумашедшего.
Внешние ушки U образной части будут такого диаметра, что бы прошла серединка (квадрат или звездочка) с минимальным зазором. А уже втулки U ушек сделать толстые.
Тогда сборка будет в нормальной последовательности - стыкуем поворотную колонку со стрелой, впрессовываем палец, вставляем втулки. В итоге палец не прокручивается и надежно сидит в центре, а вращение происходит на его внешних сторонах, так на детали втулок будет нагрузка меньше, чем при их внутренней установке.
Serdobol пишет:
Сейчас пакет толщиной 52мм. Жёсткость на изгиб 30мм листа ниже более чем в 5 раз, 40го в 2 с лишним раза.
А почему бы не вырезать сразу из листа 60мм эту пластину? Зачем 3 детали между собой сваривать?
Да и сталь можно ст09г2с применить, она и крепче и сварке лучше поддается.
А почему бы не вырезать сразу из листа 60мм эту пластину? Зачем 3 детали между собой сваривать?
Да и сталь можно ст09г2с применить, она и крепче и сварке лучше поддается.
Мне кажется цена заготовки будет очень большой. Да и не у каждого получится найти где такое заказать.
Опять же, такой толстый лист надо приварить к 10мм вертикальному листу, а работать такое соединение будет в т.ч. на растяжение/сжатие стыка.
Как должна выглядеть разделка кромок под сварку я вообще не могу представить.
saab95 пишет:
Тогда сборка будет в нормальной последовательности - стыкуем поворотную колонку со стрелой, впрессовываем палец, вставляем втулки.
Вставлять втулки в такой узел будет непросто из-за массы и габаритов навешиваемого оборудования.
Зазоры в шарнирах при такой схеме действительно будут создавать вдвое меньшее угловое перемещение стрелы относительно колонки. Но втулки будут изнашиваться значительно быстрее.
Чтобы вставить втулки в уши стрелы, отверстия придётся существенно расточить, а, следовательно существенно уменьшить толщину стенки.
На импортной технике не делают так, как предлагаете Вы. Если что-то и улучшается в этом шарнире, так это в сторону применения двух коротких осей. опирающихся с двух сторон на уши поворотной колонки.
Перерисовал мембрану, с 20мм листом убранным внутрь.
Оцените величину разделки кромок (на третьем рисунке). Такая разделка получается если следовать рекомендациям из справочника.
Смущают размеры фасок. Так под втулки разделка листа толщиной 16мм производится фаской 15х45°
все это проваривается вместе между собой через технологические вырезы в нижнем листе.далее накладываем верхний лист перемычки-если так важен этот шов- то просто переместить его не усилительный промежуточный лист,обрезав у верхней накладки по 4-5 см и потом вварить два недостающих отрезанных края от накладки до стоек.
Честно говоря так и не смог представить себе схему. Чиркните в paint поверх схемы мембраны, если не сложно.
В мембранах работают наружные листы, середина нужна, чтобы зафиксировать сдвиг слоёв между собой. Если слои могут сдвигаться, то жёсткость конструкции определяется суммой жёсткостей каждого из слоёв. Если же слои зафиксированы, то жёсткость определяется кубом конструкционной высоты. Например, на картинке, верхний пакет досок работает как рессора и его жёсткость равна жёсткости доски умноженной на три. Нижний пакет работает как балка и его жёсткость в 27 раз больше жёсткости одной доски.
В мембранах сварными швами надо зафиксировать слои от сдвига. Напряжённо-деформированное состояние мембраны сложное, тут и изгиб, и кручение вместе взятые.
Форма деформированного состояния показана на прикреплённых рисунках.
Чтобы заблокировать прогиб от изгиба, надо зафиксировать слои вдоль линии симметрии. Для блокирования деформации от кручения, надо удерживать листы вдоль диагоналей, проведённых из центра втулки ГЦ.
У меня получилась такая раскладка швов. Возможно, с учётом выше изложенного, кто-то придумает что-то поинтереснее.
Мне кажется цена заготовки будет очень большой. Да и не у каждого получится найти где такое заказать.
Насколько я понял в этой заготовке точность отверстий и размеров не сильно важна, ведь все сваривается и втулки тоже, их можно вваривать уже с осью, которая их отцентрует. Поэтому вырезать можно обычным плазморезом, достаточной мощности.
Цена же листа металла 60мм будет дешевле, чем 3 листа по 20мм, и опять же резать 3 листа будет уже дороже, чем один лист на 60мм. Особенно если заказывать на стороне.
Кроме всего покупка листа 20мм больших размеров связана со сложностями по перевозке - лист большой, а отрезок нужных размеров листа 60мм перевести дешевле, габариты меньше. Можно заказать на металлобазе с доставкой транспортной компанией и получить нужную сталь, а не то барахло, что продается на местных металлобазах.
Насколько я понял в этой заготовке точность отверстий и размеров не сильно важна, ведь все сваривается и втулки тоже, их можно вваривать уже с осью, которая их отцентрует.
За счёт раскроя на станке гидроабразивной резки хочется получить достаточно точное межосевое расстояние и положение осей относительно габаритов заготовки. Это позволит собрать конструкцию так, чтобы ничего никуда не упиралось при повороте колонки.
saab95 пишет:
Цена же листа металла 60мм будет дешевле, чем 3 листа по 20мм
В этом не уверен.
saab95 пишет:
резать 3 листа будет уже дороже, чем один лист на 60мм.
А это точно не так.
В любом случае, можно будет взять раскрой наружной панели и использовать его для любой толщины металла.
Однако, как я уже писал, мне не нравиться тавровое соединение листа толщиной даже 20мм к листу 10мм. Это плохо с точки зрения прочности узла.
как то так-синий элемент-отрезанный кусок от верхнего листа.шов будет служить связующим и для среднего листа и для частей верхнего листа.
Понял.
Да, при широкой разделке стыковых швов это будет работать. И варить к раме будет проще. Четыре горизонтальных шва вместо двух горизонтальных и двух потолочных. Единственный минус – это выход шва в зону радиуса перехода от уха. Но над этим можно будет подумать.
Верхнюю панель можно заказывать цельную и при желании разрезать так, как Вы предлагаете.
Один из вопросов, который не затрагивался ранее, это раззазоривание колонки и рамы в вертикальном направлении.
Я изначально на своей установке хотел обеспечить одновременное прилегание колонки, как на верхнее ухо, так и на нижнее.
После выполнения расчётов, я убедился, что весь вес должен лежать на одном ухе, а по второму уху должен быть обеспечен зазор 1-1,5мм на каждую сторону. Т.к. нижняя мембрана расположена ближе к лонжерону, то имеет смысл нагрузить именно её весом рабочего оборудования. Т.к. в процессе поворота рама деформируется силами ГЦ, а также из-за того, что сопрягаемые торцевые поверхности из-за погрешностей изготовления не перпендикулярны оси вращения, в соединение необходимо ввести шайбу со сферической опорой. Это позволит избежать смятия контактных поверхностей, которое можно наблюдать на заводской установке.
там же будет торцевое усиление панелей к стойкам портала-так что выход этого шва на лицевой части не критичен.
Это на нижней панели. А верхнюю придётся тогда варить в потолочном положении. Но можно разрезать панель буквой Г, не доходя миллиметров 20-30 до кромки.
После выполнения расчётов, я убедился, что весь вес должен лежать на одном ухе, а по второму уху должен быть обеспечен зазор 1-1,5мм на каждую сторону. Т.к. нижняя мембрана расположена ближе к лонжерону, то имеет смысл нагрузить именно её весом рабочего оборудования.
У нас при регулировке осевого зазора поворотной колонки наоборот, все висит на верхней втулке, туда подкладываем шайбу из бронзы. Как раз подходит какая-то шайба шруса от камаза вроде. А в нижней имеется люфт.
В таком случае при копании нижнюю втулку прижимает то к трактору, то от него, при этом структура колонки может немного изгибаться, а верхнее ухо прилегает по всей поверхности от осевой нагрузки вверх или вниз.
Сравнение напряжений в заводской и доработанной конструкции при копании под углом 45 градусов при 100% нагрузки.
Собственно можно обсудить конструкцию с точки зрения пригодности к изготовлению в домашних условиях.
Верхняя и нижняя мембраны получились трёхслойными – внутренний слой 20мм, наружные по 16мм. По условиям прочности не удалось реализовать конструкцию в виде коробки. Мембраны получились тяжёлые, по 45кг каждая.
Как я уже говорил, мои познания в вопросах технологии сварки металлоконструкций весьма скромные, поэтому обращаюсь к участникам форума за помощью в проработке узлов с точки зрения их изготовления.
Прежде всего, хочется понять, возможно ли сварить такой пакет?
Для того, чтобы правильно выполнить КД на составные детали и файлы раскроя, необходимо знать форму разделки кромок для каждого шва.
Прикладываю схему верхней и нижней мембран.
Эпюра напряжений при разгоне колонки из положения 0 градусов. Давление настройки перепускного клапана 200кгс/см².
сварить можно.имхо-слоеный пирог из трех листов не проще ли сделать наружные с выступом над внутренним усилителем? сварной шов заполнит промежуток между крайними панелями.наружные панели более подвержены растяжению и разрыву-логичнее было бы сделать наружные с выступом.опять же в разрезе получится сечение наподобие двутавра.ну это я так думаю-не имея никакого технического образования и возможности все это проверить.
С точки зрения конструкции - проще и лучше, и 20мм листа уйдёт меньше. Я так вывернул чтобы варить удобнее было. Меня смущает, что зазор 20мм узкий. Насколько удобно будет варить?
Вот на торце глубина паза 30мм туда вообще залезть можно будет?
диаметр электрода 5-6 мм.а если варить полуавтоматом то и вообще без проблем.у нас есть гениальные полуавтоматчики-хот 5мм проволокой варить могут.ну и не обязательно делать такую глубокую посадку на 30мм от кромки наружных листов.полки в 10 мм было бы достаточно.
Понятно.
Сзади поля убрать можно, а вот по бокам нужна развязка по жёсткости, чтобы не прийти всем пакетом в 10мм стенку.
Мембраны переделаю.
Колодец в головке шириной 420мм. Сколько по ширине делать раскрой 16мм листов? 420 или в минус с учётом сварочных зазоров?
Не решённый вопрос по фиксации колонки. Отверстия очень сильно ослабляют конструкцию. В заводской конструкции даже отверстия для хранения пальца в процессе работы, и те создают концентрацию напряжений.
верхняя панель и лопается по этому отверстию.
по бокам можно внутреннюю и не доводить до стенок боковых колонн-все одно организовать провар,монолит-сразу всех трех панелей пакетом имхо не получится-нужно послойное сваривание панелей.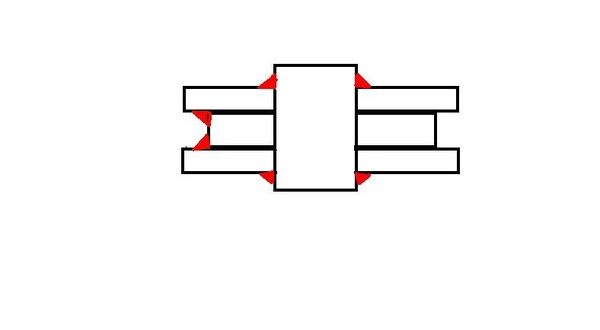
имелось в виду панели такого типа.
здесь скорее всего нужно все делать в нулях.фаски под сварку не так уж и сложно выполнить болгаркой по месту-все одно без зачистки не обойтись.
Да, я Вас так и понял. Мне место перехода на радиусах очень не нравилось, там где внутренний лист уходит под наружные. По прочности там более-менее, а вот концентратор напряжения создаётся приличный.
Хочется ещё понять по последовательности сборки. Мне не ясно что будет с короблением панели.
Кольцо 140 можно сварить со втулкой, а потом проточить, чтобы убрать перекос. После чего приварить к панели 16мм.
Втулку поворота надо сперва приварить к 20мм листу, усиления швов снять. После этого варить наружные панели.
Кстати, Втулки по краям можно чем-то крепким наплавить, а затем расточить (пояски где-то по 20-25мм внутри, глубиной 1,5-2мм на сторону). И после этого вваривать в панель. Тогда края втулок точно проминать не будет.
чем то прочным вы имеете в виду типа покрытия износостойким сплавом металлов?здесь нет изнашивающего трения а такое покрытие помимо твердости имеет склонность растрескиванию.в процессе наплавки на защитном слое образуются трещины,что не является браком.однако трещины во втулке будут не допустимы.и наплавка таким материалом трудно поддается обработке.но выкалывается при нагрузке.
сначала вварить втулки в двадцатые листы,потом нижний лист приваривается к стойкам-на него усилитель и закрывается верхним листом.все это с проверкой на коробление.причем втулки должны иметь диаметр внутренний "черновой"-с запасом на последующую финишную расточку в уже готовой раме после окончательной сборки,сварки всех элементов рамы.как по оси цилиндров так и по оси поворота колонки.только готовый узел расточенный в одну установку даст боле менее приемлемые результаты.
Нет. Я имею в виду что-то прочное, а не твёрдое.
В расчётах принимал предел текучести 22кгс/мм², что характерно для низкоуглеродистых сталей, вроде Сталь 10, Сталь 20, Ст3.
Наплавка даже основными электродами позволит получить слой металла с большей прочностью. Например, предел текучести шва LB-52U - 53 кгс/мм².
У ESABа есть электроды для упрочнения, например:
- OK Weartrode 30(OK 83.28), дающие наплавку с твёрдостью HRC30 (предел текучести примерно 70 кгс/мм²);
- OK 84.42, твёрдость наплавки HRC 40-46 (предел текучести более 100 кгс/мм²);
- OK 14MnNi (OK 86.28),твёрдость HRC 40-46, высокая стойкость к образованию трещин.
Т.к. конструкцию надо растачивать в сборе, то я бы остановился на каком-нибудь электроде с основным покрытием, или OK 83.28.
К 20мм листу варится втулка поворота колонки. Втулку ГЦ особой надобности соединять с толстым листом нет, разве что для каких-то технологических нужд.
Нужны продольные внутренние швы, те, что вдоль присоединительных кромок. Эти швы, равно как швы в фигурных окнах, создают из пакета листов балку, а не рессору. Это критично для данного узла.
Думал оставить для окончательной обработки миллиметра по 2 на диаметр. Сборку надо делать на оправке, по ней же и выставлять вертикальность оси. Собирать надо от осей ГЦ.
Только так.
нарисуйте как это примерно выглядит? :fotku:я не могу догнать как сварить листы между собой внутри вдоль края но внутри.
ну это само собой разумеется.а если взять и вварить панели из цельного листа металла к примеру 30-40 мм?это несколько упрощает задачу по курсам кройки и шитья.да и проварить к стойкам можно с разделкой под сварочный шов.
Выделил кромки по которым обязательно нужно проварить.
Я предполагал, что мембраны свариваются полностью, а потом монтируются в раму. Тогда можно проварить мембрану по типу двутавра.
Сейчас пакет толщиной 52мм. Жёсткость на изгиб 30мм листа ниже более чем в 5 раз, 40го в 2 с лишним раза.
В этой конструкции жёсткость очень критична, т.к. ГЦ выворачивает мембрану. Под действием сил механизма поворота втулка колонки сильно смещается по вертикали (в заводской конструкции порядка миллиметра). Также сильно уходит в сторону палец ГЦ, что создаёт значительный перекос во втулках ГЦ и приводит к их быстрому износу.
Если честно, соединение даже 20мм листа в ребро к 10мм не вызывает у меня доверия, Очень резкий переход жёсткости, а значит большие концентрации напряжений.
Да и сварить наверное не каждый такое сможет. Хочется чтобы эту конструкцию могли повторить все желающие.
понятно про какие швы вы говорите.я предполагал немного другую конструкцию.вваривается нижний лист перемычки,на него укладывается внутренний лист со втулками под цилиндр и колонну.все это проваривается вместе между собой через технологические вырезы в нижнем листе.далее накладываем верхний лист перемычки-если так важен этот шов- то просто переместить его не усилительный промежуточный лист,обрезав у верхней накладки по 4-5 см и потом вварить два недостающих отрезанных края от накладки до стоек.может это и заморочно-но имхо-так легче(для меня),чем вваривать цельную панель.хотя с цельной(готовой сваренной) панелью будет быстрее и точнее.прихватть верхнюю и нижнюю-зафиксировать их по осям и по горизонту между сбой сваркой на временные стойки и варить,варить,варить.потом по тому же сценарию среднюю вварить и усилениями закончить сварочные работы.ну и потом вступает в дело расточка.
Внешние ушки U образной части будут такого диаметра, что бы прошла серединка (квадрат или звездочка) с минимальным зазором. А уже втулки U ушек сделать толстые.
Тогда сборка будет в нормальной последовательности - стыкуем поворотную колонку со стрелой, впрессовываем палец, вставляем втулки. В итоге палец не прокручивается и надежно сидит в центре, а вращение происходит на его внешних сторонах, так на детали втулок будет нагрузка меньше, чем при их внутренней установке.
А почему бы не вырезать сразу из листа 60мм эту пластину? Зачем 3 детали между собой сваривать?
Да и сталь можно ст09г2с применить, она и крепче и сварке лучше поддается.
Мне кажется цена заготовки будет очень большой. Да и не у каждого получится найти где такое заказать.
Опять же, такой толстый лист надо приварить к 10мм вертикальному листу, а работать такое соединение будет в т.ч. на растяжение/сжатие стыка.
Как должна выглядеть разделка кромок под сварку я вообще не могу представить.
Вставлять втулки в такой узел будет непросто из-за массы и габаритов навешиваемого оборудования.
Зазоры в шарнирах при такой схеме действительно будут создавать вдвое меньшее угловое перемещение стрелы относительно колонки. Но втулки будут изнашиваться значительно быстрее.
Чтобы вставить втулки в уши стрелы, отверстия придётся существенно расточить, а, следовательно существенно уменьшить толщину стенки.
На импортной технике не делают так, как предлагаете Вы. Если что-то и улучшается в этом шарнире, так это в сторону применения двух коротких осей. опирающихся с двух сторон на уши поворотной колонки.
Перерисовал мембрану, с 20мм листом убранным внутрь.
Оцените величину разделки кромок (на третьем рисунке). Такая разделка получается если следовать рекомендациям из справочника.
Смущают размеры фасок. Так под втулки разделка листа толщиной 16мм производится фаской 15х45°
Честно говоря так и не смог представить себе схему. Чиркните в paint поверх схемы мембраны, если не сложно.
В мембранах работают наружные листы, середина нужна, чтобы зафиксировать сдвиг слоёв между собой. Если слои могут сдвигаться, то жёсткость конструкции определяется суммой жёсткостей каждого из слоёв. Если же слои зафиксированы, то жёсткость определяется кубом конструкционной высоты. Например, на картинке, верхний пакет досок работает как рессора и его жёсткость равна жёсткости доски умноженной на три. Нижний пакет работает как балка и его жёсткость в 27 раз больше жёсткости одной доски.
В мембранах сварными швами надо зафиксировать слои от сдвига. Напряжённо-деформированное состояние мембраны сложное, тут и изгиб, и кручение вместе взятые.
Форма деформированного состояния показана на прикреплённых рисунках.
Чтобы заблокировать прогиб от изгиба, надо зафиксировать слои вдоль линии симметрии. Для блокирования деформации от кручения, надо удерживать листы вдоль диагоналей, проведённых из центра втулки ГЦ.
У меня получилась такая раскладка швов. Возможно, с учётом выше изложенного, кто-то придумает что-то поинтереснее.
Насколько я понял в этой заготовке точность отверстий и размеров не сильно важна, ведь все сваривается и втулки тоже, их можно вваривать уже с осью, которая их отцентрует. Поэтому вырезать можно обычным плазморезом, достаточной мощности.
Цена же листа металла 60мм будет дешевле, чем 3 листа по 20мм, и опять же резать 3 листа будет уже дороже, чем один лист на 60мм. Особенно если заказывать на стороне.
Кроме всего покупка листа 20мм больших размеров связана со сложностями по перевозке - лист большой, а отрезок нужных размеров листа 60мм перевести дешевле, габариты меньше. Можно заказать на металлобазе с доставкой транспортной компанией и получить нужную сталь, а не то барахло, что продается на местных металлобазах.
как то так-синий элемент-отрезанный кусок от верхнего листа.шов будет служить связующим и для среднего листа и для частей верхнего листа.
ОСТ 24.940.09-74 ШВЫ СВАРНЫХ СОЕДИНЕНИЙ ОСНОВНЫЕ ТИПЫ И КОНСТРУКТИВНЫЕ
ЭЛЕМЕНТЫ. устарел правда, но суть передает.
За счёт раскроя на станке гидроабразивной резки хочется получить достаточно точное межосевое расстояние и положение осей относительно габаритов заготовки. Это позволит собрать конструкцию так, чтобы ничего никуда не упиралось при повороте колонки.
В этом не уверен.
А это точно не так.
В любом случае, можно будет взять раскрой наружной панели и использовать его для любой толщины металла.
Однако, как я уже писал, мне не нравиться тавровое соединение листа толщиной даже 20мм к листу 10мм. Это плохо с точки зрения прочности узла.
К сожалению, в этом стандарте нет подходящих для данной конструкции швов. Но за ссылку на документ спасибо.
Понял.
Да, при широкой разделке стыковых швов это будет работать. И варить к раме будет проще. Четыре горизонтальных шва вместо двух горизонтальных и двух потолочных. Единственный минус – это выход шва в зону радиуса перехода от уха. Но над этим можно будет подумать.
Верхнюю панель можно заказывать цельную и при желании разрезать так, как Вы предлагаете.
там же будет торцевое усиление панелей к стойкам портала-так что выход этого шва на лицевой части не критичен.
Один из вопросов, который не затрагивался ранее, это раззазоривание колонки и рамы в вертикальном направлении.
Я изначально на своей установке хотел обеспечить одновременное прилегание колонки, как на верхнее ухо, так и на нижнее.
После выполнения расчётов, я убедился, что весь вес должен лежать на одном ухе, а по второму уху должен быть обеспечен зазор 1-1,5мм на каждую сторону. Т.к. нижняя мембрана расположена ближе к лонжерону, то имеет смысл нагрузить именно её весом рабочего оборудования. Т.к. в процессе поворота рама деформируется силами ГЦ, а также из-за того, что сопрягаемые торцевые поверхности из-за погрешностей изготовления не перпендикулярны оси вращения, в соединение необходимо ввести шайбу со сферической опорой. Это позволит избежать смятия контактных поверхностей, которое можно наблюдать на заводской установке.
Это на нижней панели. А верхнюю придётся тогда варить в потолочном положении. Но можно разрезать панель буквой Г, не доходя миллиметров 20-30 до кромки.
https://docs.yandex.ru/docs/view?tm=1637243690&tld=ru&lang=ru&name=svarn...
а вот это?
У нас при регулировке осевого зазора поворотной колонки наоборот, все висит на верхней втулке, туда подкладываем шайбу из бронзы. Как раз подходит какая-то шайба шруса от камаза вроде. А в нижней имеется люфт.
В таком случае при копании нижнюю втулку прижимает то к трактору, то от него, при этом структура колонки может немного изгибаться, а верхнее ухо прилегает по всей поверхности от осевой нагрузки вверх или вниз.
По пальцам,а почему бы не применить ШСку на низ и на верх- конические подшипники,,,,,на лесных тракторах полурамы соединены так.