Вы здесь

Сварочные аппараты, расходники и технология сварки. Часть 2. Страница 402 из 410
Самые популярные темы
- Самодельные минитракторы. Часть 4
- самодельные минитракторы
- Трактор "Бизон" - вопросы, ответы, обсуждение
- Изготовление с-х техники для фермеров в домашних условиях
- Самодельные минитракторы. Часть 5
- Сварочные аппараты, расходники и технология сварки. Часть 2
- миниэксковатор . Часть 2
- Самодельные минитракторы - 2. Продолжение
- самодельные приспособления для обработки металов (токарные, фрезерные станки и др)
- Самодельная телега
Вы плохо посчитали , вам 2-ка по геометри.
Легко на потолке 5мм зазор заварю без накладок.Если Вы далеки от сварки пожалуйста не встревайте в разговор,когда большие дяденьки разговаривают
Из Ваших постов я понял что Вы рекламируете полуавтоматы и плазморезы ,,не дешевые,,
Поющая дуга.... О как.
Занятная вещь, я бы себе такой взял, если бы еще было переключение на другой источник звука в моменты отсутствия дуги. А то ведь дуга не всегда горит.
Смотрел видео как варят (ремонтируют) корпуса судов больших, там зазор в 1 см так это очень точный и комфортный для сварки зазор (еще без разделки кромки). Обычно же ремонтные листы металла толщиной 20-30мм подогнаны с точностью 2-3см и варят их без накладок. Накладки керамические устанавливают в случае если неудобно варить с другой стороны борта или для ускорения процесса сварки при больших зазорах. Но варят все таки полуавтоматами с очень длинными рукавами (больше 10 м точно). Аппарат стоит на палубе, а рукав проложен к месту работы. Перемещения оборудования все естественно краном. )
)
Но это судоремонтный завод и это специфика и необходимость.
Вот еще интересно было бы посмотреть как сваривают броневые листы или изделия для атомных станций....(зачем мне это только не знаю, но интересно
Цены взяты с сайта озон!
]

Резак трехтрубный РЗ-500 стоимость 2273 руб.
Клапан обратный кислород 436 руб, клапан обратный пропан 436 руб. итого 872 руб


Редуктор кислородный БКО-50-12,5 1092 руб.


Редуктор пропановый БПО-5-3 881 руб.
Рукав газовый пропановый ГОСТ 9356-75 d-9мм 25 метров+2хомута 1863 руб.

 1407 руб.
1407 руб.
Рукав кислородный 9,0 мм ГОСТ 9356-75 25 метров. 1407 руб.
Пропановый баллон 50 л. с вентилем вб-2 5752 руб.


Баллон КИСЛОРОД 40л ПНТЗ 16 111 руб.
Заправка кислорода 700 руб.
Заправка газа 1200 руб.
Считаем 2273+872+1092+881+1863+1407+5752+16111= 30251 руб.
Итого комплект газовой резки обойдется в 30251 руб.
Теперь главный вопрос этот резак режет металл до 300 мм, а предложенный тобой плазморез способен резать
А теперь поищем плазморез до 300 мм, вот пожалуйста до 25 мм чудесный аппарат

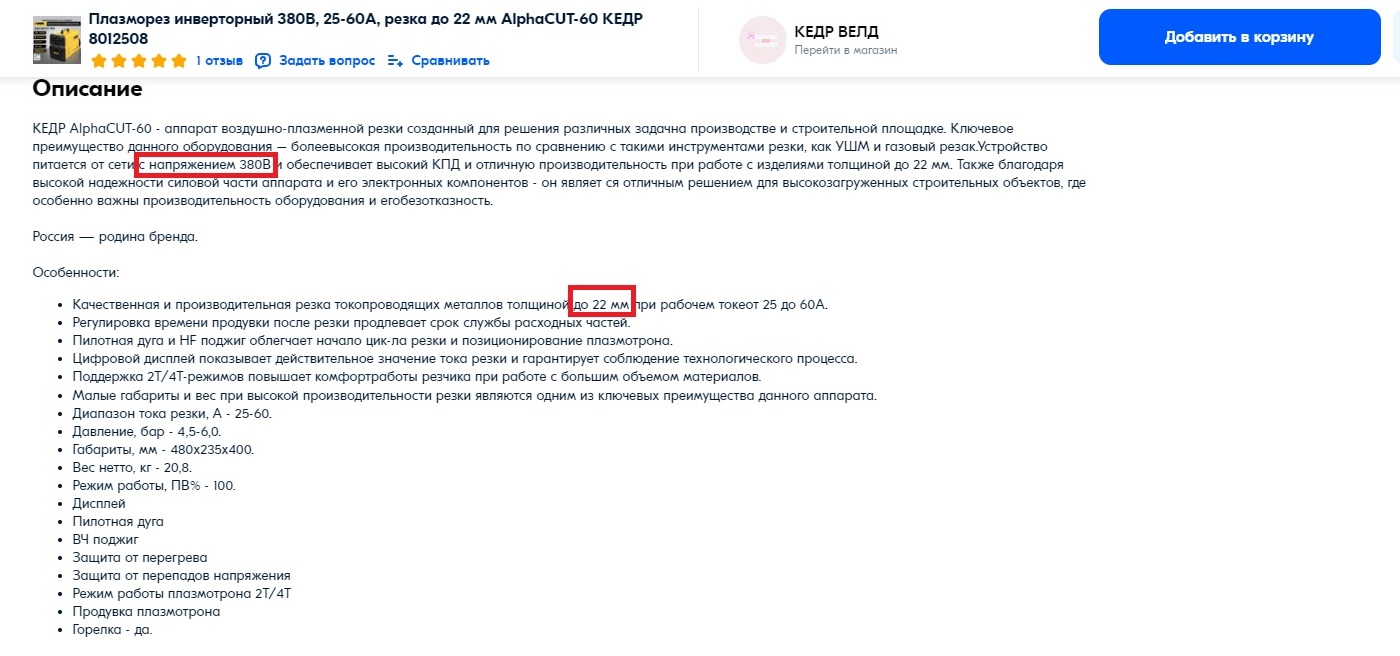
Характеристики
Стоимость сего устройства 111 154 к руб. и это без компрессора, а самое главное ему нужно 380 вольт, а где их в тайге взять???
А генератор не стоит денег, а топливо нужно купить и привезти еще, а амортизация, ремонт и ТО генератора ты не вкладываешь в стоимость реза?
Опытный газорезчик и резаком это сможет сделать!
Вот именно нужно создать условия ставить палатки и шатры или людей с картонкой держать рядом, очередной бред...
Ну да, а тракторист будем ему картонку держать от ветра
Дай мне столько денег я куплю себе полуавтомат и буду им варить все к ряду, ты такой простой как 5 копеек, фермеру есть куда эти 70 тыс. засунуть, а заварить он сможет и вонючими палочками!
Как ты этого понять то не можешь фермер не завод металлоконструкций и ему нет необходимости приобретать дорогое оборудование...
Ты как в облаках летаешь ей богу пишешь полную чушь от которой кровь из глаз..
Так человек загоняет что необходимость иметь полуавтомат и работу им и в болотине и в поле, а на заводе сам бог велел об этом я давно пытаюсь донести до комментатора, но он как появляется накачаются "старые песни о главном"
Человек???!!!!
Ну вон схемы рисует, не уж то ИИ такой развитый
Тут ясно видно что сваривали углекислотой, с ней поры могут появляться, при использовании аргона такое не происходит.
Так надо крепко заварить и быстро? Сколько пауз на замену электродов будет?
Потому что напортачить полуавтоматом, при чем хорошим - вероятность намного ниже, чем можно напортачить электродом. В интернете так же есть видео и ультразвуковой проверки этих швов, и в случае проблем локально плазморезом выжигается все и по новой заплавляется.
Начинается=) Вы где на технике рез 300 мм будете делать? И главное, какой расход кислорода будет и какое качество реза? Вон на некоторых металлобазах до сих пор толстые листы режут газом, делают это по деревянной палке. Палка ровная, верх реза уже весь волнами, а низ бывает и по сантиметру убегает от прямой линии.
За эти 111 тыс. можно купить и нормальный плазморез на 100А и компрессор к нему, а не смотреть на всякие китайские поделки с накрученной ценой, которые никто не покупает. И плазморез этот прорежет 100 мм металл, да медленно, да кромка внизу будет не ровной, окалины много - но прорежет.
А где все берут для сварки электродами? Всякие там мощные сварочные генераторы сейчас не проблема - ведь если надо сваривать или резать что-то крупное - значит и средства должны быть на это. На эвакуацию техники в гараж и т.п.
Какое там ТО у генератора? В обычных бытовых масло меняют раз в пол года и они десятилетиями работают. А уж в нормальных на базе мотора ЯМЗ - так ресурса на 20 лет с минимальным обслуживанием.
Ничего он не сможет. Сопло плазмореза может находится в 5 сантиметра от пальца, а сопло газового резака в 5 сантиметрах находится не может, потому что палец можно прожечь. И плазморез можно на пол секунды включить и сразу выключить, а кислородом что бы строгать нужно сначала металл до красна нагреть.
И как раз если надо удалить старый сварочный шов, или с листа металла срезать остатки шва - плазморез это сделает и сразу зачистит край, а газовый резак только соплей наделает, которые потом молотком сколачивать и болгаркой зачищать.
А трактора фермер не покупает дорогие, или орудия? Топливо еще требуется и масло. Или тоже солярку нужно искать по частникам на 10 рублей дешевле, масло лить М8 и сетовать, что все постоянно ломается? Опять же фермер не строит себе ангары, гаражи для техники? А вот купить там нормальный сварочник ему оказывается дорого=) И нужно варить электродами аппаратом за 5 тыс.р.
Полуавтоматом можно работать где угодно, да, на ветру потребуется больше газа, но выполнить работу можно быстрее и качественнее электродов. Даже можно под проливным дождем сваривать, а вот электродами это не получится - обмазка намокнет и дуга не зажжется.
Для полуавтомата можно сделать кожух, поставить его, образно, в одно или двух колесную тачку для удобства перемещения. Если кожух сразу на этой тачке, рукава можно там же намотать что бы дождь не попадал и все будет сухое.
Для защиты от ветра использовать несколько листов тонкого металла, рулоны линолиума и т.п. Все решаемо, даже хоть палатку - в чем проблема, они не дорогие. Но можно и сборный секционный каркас из готовых панелей, поставить со стороны ветра и работать.
Но ветер тут должен быть сильный, просто слабый ветерок или редкие порывы не являются помехой сварки, можно хоть крагой прикрыть и работать.
Чушь собачья!
Даже конденсат может привести к образованию пор!
Ещё большая чушь!!!! И мокрыми варим.... И по воде варим, когда вода течет из щели, в то время, когда её варить.... И в воде приходилось варить. Прям в воде.... Простыми рутиловыми электродами. Хватит уже бред нести!!!!
Не зажжётся говорит.....
товарищи, тут посоветовали отверстие в блоке полуавтоматом "заделать" и по новой просверлить. вообще как чугуниевый блок со сваркой ПА дружит? и оно потом сверлиться будет?


Потом резьбу не нарежете. Если только по пробовать шпильки приварить, не знаю сколько выдержит
Лучше резьбу на размер больше нарезать....
А как потом помпу прикручивать?
Там и так в впритык .
Я скорее всего бы вкрутил медный болтик и обварил ПА, потом высверлить и резьбу метчиком пройти.
Футурку вкрутить.
ребят, вы на фото внимательно посмотрите, там отверстие рассверлено в разные стороны, просто ровно рассверлить его на больший диаметр так, чтобы сверло не полезло вбок не получится, там кривыми руками конкретно полазили....
При сварке, металл электрода и чугун , перемешается и возможно вы вообще хрен чего просверлите....
Или нарезая резьбу сломаете там метчик...
Легче будет?
Если уж на то пошло, рассверливайте ещё больше, делайте ввертышь, снова его сверлите как надо, и нарезайте резьбу.....
вот об этом я и спрашиваю, чтобы подтвердить свои опасения
У меня так метчик лысый стал когда решил резьбу прогнать после сварки полуавтоматом чугуна, а там всего лишь капелька была от сварки...
По этому либо больший диаметр и футорка либо просто толще болты, хотя с крайней вряд ли что-то получиться сделать...
Поэтому сразу и сказал про резьбу большего диаметра...
Шпильку если вместо болта ремонтную сделать, место для гайки и чтобы надеть то, что прикручивается есть?
В общем я в любом случае против сварки.
Это у тебя начинается, ты если сравниваешь одинаковые устройства, то сравнивай их по одинаковым характеристикам, а не по тем которые тебе нравятся!
А какой расход дизельного топлива для питания плазмореза, какая разница если мы считаем стоимость оборудования и одно от другого кратно отличается!
Который сможет резать металл не больше 10 мм, я еще раз повторюсь сравнивай одинаковые по характеристикам аппараты и исходя из твоей логики китайский стоит 100 тыс, то именитый будет стоить уже по 200 тыс.
При хорошей работе с генератором на ЯМЗ ты без трусов останешься с его расходом дизельного топлива, нормальные компании выкинули это барахло на свалку и работают на вольво, перкинсе, дусане, катарпилере или каменсе на худой конец, а там ТО нужно вовремя проводить, а не так как тебе хочется...
Не понимаю для чего там вообще палец нужен объясни, что ты этим хотел сказать!
Очередной высер, есть люди которые могут позволить и мазерати купить, а огромное количество людей и жигули не могут себе купить. Спустись уже наконец с небес на землю и посмотри как люди в глубинке живут откуда у них такие деньги на всю эту шелупонь которую ты тут двигаешь, от этого грамотные люди умеющие считать деньги ни когда не поведутся на твою пустую и глупую болтовню!
Хаааа на ветру говоришь работать, ты хоть раз на ветру варил полуавтоматом, у тебя весь шов будет как вода в чайнике пениться, а так да ты прав газа потратишь куда больше, а работу сделаешь мизерную и качество ее будет оставлять желать лучшего..
ну да, а я то думаю что у меня позавчера под дождем все варилось отлично и зажигалось, наверное электроды нужно было в лужу положить, а то не достаточно намокли под дождем
Вывод очередная чушь и кровь из глаз!!!
В паяй шпильки на латунь.
все, товарищ проверил - заварил на убитом блоке отверстие полуавтоматом, зашлифовал, накернил и.... и всё - не сверлится никак)))

Вообще то про это и говорили....
Ну зато уж теперь точно знаешь!!!
разрушители легенд)))
Резцом с победитом не точится бывает... А тут сверло.....
Железо (сталь 20) + чугун получается сталь с содержанием углерода ~1,0-1,5% + быстрое охлаждение (сварка без подогрева) получается закалка с твердостью близкой к напильнику. Вот и не сверлится.
А попробуйте на контрольном блоке сделать если не отжиг то отпуск места сварки, должно помочь.
Тут "Термисты" могут точнее подсказать, как поступать в таких случаях.
А для общего понятия по видам стали, закалке, отпуску и прочим "хитростям" при работе со сталями можно посмотреть канал на ютубе Леонида Архангельского (он занимается ножами и хорошо объясняет все эти моменты).
Видимо сварщик высокой квалификации. Как ранее и писали, на видео четко показано отношение сварщика к оборудованию - только что наваривал на пластину сварку в воде, а после положил железку с острыми краями прямо на табличку с данными аппарата. Подумаешь там краска поцарапается или вода попадет.
Можно плазморезом отверстия сделать и потом газовым резаком подогреть, сверлится будет отлично.
Как можно сравнивать плазморез и газовый резак? Не в абстрактных же условиях, что если поставить на газорезку сопло самое большое, поддать не пропана а ацетилена, да подключить сразу 3 кислородных баллона, то можно и все 400мм прорезать. Только где при ремонте тракторов или сельхоз. орудий требуется резать такие толщины, да еще и с очень низким качеством реза - ведь на 300мм ровного реза не будет.
Поэтому сравнения должны идти в реальных толщинах, например до 50-60мм, больше в быту особо и не режут металл.
Расход будет столько, сколько потребуется для производства электроэнергии, которую потребит оборудование. У нас, например, был генератор на базе мотора ЗМЗ 406, с инжектором. Мощность 40КВт. Так вот если генератор завести и прогреть, у него расход 0.7 литра топлива в час. В момент, когда идет потребление 20квт нагрузки, расход поднимается до 4 литров в час. То есть стоимость часа работы с такой нагрузкой в деньгах всего 200р. За стоимость заправки одного баллона кислорода можно резать почти 4 часа, непрерывно резать. А одного баллона кислорода на резке даже малых толщин хватает минут на 20-30.
Вы пишите что оппонент не разбирается в вопросах, а сами разбираетесь в плазморезах? Нормальная фирма брима модель на 100А стоит в районе 70 тыс.р. и режет металл 60-70мм. То, что вы привели в предыдущем сообщении модель и фотку это и есть китайское барахло, а не плазморез. С накрученным ценником.
То-то же у нас на тракторе Т-150К стоит ЯМЗ 236 и никаких проблем с чрезмерным расходом нет. А вот как раз владельцы всяких там перкинсов и остаются без трусов, т.к. надежности в этих моторах нет. Был, в свое время, трактор Т-150К с мотором мерседес, так он на пахоте ну литров 10 за день меньше возьмет, чем ЯМЗ, только вот этот мерседес на 5000 моточасов уже в негодность пришел и был снят.
Попробуйте писать держа ручку как обычно все держат, и попробуйте писать примотав ручку изолентой к линейке на расстоянии 40см от себя.
У плазмореза резак, есть ручка с кнопкой, и на расстоянии от кнопки 5-7 сантиметров находится край сопла, откуда дует плазма. Поэтому и получается что рез почти рядом с пальцем и можно делать прямые, фигурные и иные резы. Можно резать хоть по линейке. Когда режут газовым резаком держать руки рядом нельзя - летит много искр и открытый огонь. Поэтому держат за ручку, и от этого страдает точность.
На полуавтомат идут 3 варианта сопла - узкое, нормальное и широкое. Вот как раз широкое вполне сносно сваривает на ветру. В комплекте с горелками идет узкое сопло и почти все гаражные сварщики сваривают узким, в том числе и на ветру, и жалуются что поры.
Если использовать нормальную горелку с большим проходным сечением по газу, или рассверлить отверстия в обычной горелке, поставить широкое сопло, увеличить давление газа - то да, сварка на ветру будет возможна.