
Вы здесь
Плазморезы. Плазменная резка металлов. Дуговая сварка. Аргонная сварка. Расходники. Новые технологии. Страница 57 из 76
Самые популярные темы
- ПЛАЗМОРЕЗЫ. ПЛАЗМЕННАЯ РЕЗКА МЕТАЛЛОВ. ДУГОВАЯ СВАРКА. АРГОННАЯ СВАРКА. РАСХОДНИКИ. НОВЫЕ ТЕХНОЛОГИИ
- Руководства по эксплуатации зерноуборочных комбайнов.
- Руководства по эксплуатации и ремонту тракторов
- РУКОВОДСТВО ПО ПРЕСС ПОДБОРЩИКАМ
- Навигация в поле - параллельное вождение.
- Комбайн CLAAS Consul
- Руководства по эксплуатации и ремонту экскаваторов
- Сеялки.
- Каталоги инструкции к сельхоз технике
- Разбрасыватели удобрений
Мне точно на присоединялки пофиг. Это бытовая установка, рукава и плазматроны вряд-ли придется менять. Лишние 3 тыщи за евро и 1,5 за обычный разъем - я б не переплачивать.
Но бесконтактный поджиг - гораздо ловчее , если с грязным металлом работать надо. А тут уже, цена ,и аврора может спорить со сварогом , в пользу рыжего.
Я бы не сказал, уронил железку на рукав и все приплыли, есть печальный опыт.
Гыыы.
Куда приплыли?
Я на море не стремлюсь ,так как плавать не умею ,а пИсать не хочется.
Рукав для ПА - 3 р. Для плазмореза тоже самое. Для ПА - замена боудена ( 3 м. 270 р.) + немного изоленты , трубочка в шланг газа вставить и проволока. Ну а для плазмы даже боуден ненужен, изоленты хватит .
И, ничего не торчит.
Не,ну если , конечно, там тефлон вставлять , чтоб люминя варить, то проще евру иметь.
Сегодня забрал
сука, гнутые попадаются
Печаль , но это частенько.
Лишь бы не анода не касались.
Кривые катоды, быстро дырку в аноде разбивают,и плазма в бок .
я это -поэтому если не получается их впрямить, то такими кривым добиваю аноды , но и металл не толще 6 мм, а то даже сильно криво , плазма куда хочет - туда и пробивается.
до этого брал у другого, комплектом, все ровно было

попробуем, отзыв правдивый напишем
Как долго эти все штуки проработают? Сколько можно отрезать?
смотря что резать и как
Много уже задаю подобные вопросы и похоже ответа не будет.. - Всё в каком то секрете..
А может стесняются сказать???
Чего тут говорить то ,по разному бывает.
То по грязному ,ржавому в битуме - по 6-10м. 2мм листа , то по чистому 4 метра , а после катод переворачивать приходится.
Но ,по чистому , если сравнивать с расходом дисков 125мм - то один комплект ,( 2-х сторонний катод и один анод =
4-8 дисков луги), ну и естественно скорость реза раз в 5 выше.
Однозначно !3 фактора влияюи- тип поджига, тип плазматрона , и скил резчика ( плавность и скорость резки ) Я могу хорошо резать только по лекалу, с упором плазматрона на то самое лекало ( использую ламинат 8 мм) при том что анод над металлом на миллиметр , так режу в среднем , в неделю по метру 3мм листа, то естественно скил не прокачан .
Так это получается вы жесть режете. 2 - 3 мм - это ещё не железо.
Муж профи, можно просто достать, и померяться :) .
Я такие вензеля режу, что моё нежелезо, покруче чем любой прямой рез 8мм. при том ,что обрабатывать, подгонять - в последствии и не надо.
Всем доброго времени суток, интересует вопрос, - возможно ли переделать сварочный аппарат в плазморез?
В наличии есть два аппарата: французкий инвертор ims 1600 и трансформаторный полуавтомат ПДУ-150У3-30.
Плазморез очень нужен, примерные характеристики, - возможность резать металл толщиной до 20 мм.
В другой теме шел разговор о присоединеии сопла к массе для возникновения пилотной дуги, не повредит ли это аппарату.
Вот что пишут люди которые работают так очень часто-Возникает новая ПРОБЛЕМА - как зажечь дугу на неметаллическом лекале ( пластик, дерево ) если плазма контактная
и сопло не касается листа из-за большей высоты лекала чем сопла ???
РЕШЕНИЕ - надо к соплу прикрутить простой сетевой провод ( у нас 1,5 мм2 ) и его заземлить вместе с листом к " земле " плазмореза.
.
Через этот провод идёт контакт для запала дуги и решаются многие проблемы, в том числе и долговечность расходников.
Немножко не соглашусь на счет долговечности расходников при соединении их с режущим материалом .Ведь по сути сопло становится объектом резки .Просто медь режется плазморезом крайне плохо но режется.И по моим наблюдениям когда косаешся соплом режущей детали режет хуже .Так как часть энергии уходит на сопло.В инструкции моего плазмореза есть описание более мощной модели .Там на них есть переключатель для резки решётки там получается что сопло не отключается чтобы проходя через отверстие не потерять дугу.Тоже подумываю поставить тумблер может с резистором чтоб шунтировать транзистор который отключает сопло .Иногда это нужно .
Переместился сюда из другой темы... Кто в курсе, тот в курсе. Кому интересно, Начало истории тут.

Так вот, сделал я оправку для уменьшения диаметра отверстия сопла.
_
Подробней в видео.
Вот так режет восьмёрку с соплом из видео, в котором уменьшил диаметр отверстия.

Если будет всегда так резать, то это меня устроит...
Супер !
Пора делать трактор для плавной подачи.
А какой у вас аппарат? Вот так, кратон режет 16 мм., поэтому для 8-ки, вроде как стрёмненько, да ещё и с причудами уменьшения диаметра отверстия в сопле.
Слабенький китаец на 30 китайских ампер.
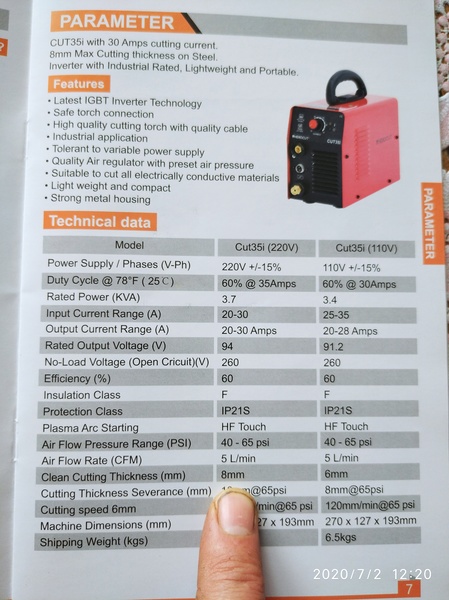

У него по характеристикам максимальная толщина чистого реза 8мм.
Но со своим родным плазмотроном он не резал восьмёрку нормально. Пришлось заменить плазмотрон. А там отверстие 1.3мм. И сопла которые заказал, как оказалось тоже с отверстием 1.3мм. Это слишком большое отверстие для 40А. Такое отверстие для 60 амперного плазмореза. Для моего же нужды сопла с отверстием 0.9мм. Поэтому, пока идут подходящие сопла, "поиздеваюсь" над этими.
Ссылку на подходящие можно?
Тут заказал. Пока ещё неизвестно, что прийдёт. Потому как нет отзывов.
https://a.aliexpress.ru/_B0JxkR
130 р за пару ! Грабеж.
Почём же на них изоляторы ?
Блин , неадекватно - за керамику.
ВО ,поэтому сварог 40 . перевел на PT31, так как изолятор у нас стоил 500 Р ., на али их вообще нет , поднасрал сварог в этом плане . Ну а учитывая , что компрессора шпарили на износ , и гнали масло - то изоляторы не особо ходили .
В итоге - даже и непонятно , что получилось. Толь родная горелка и дорогая расходка . толь 31я и копееные зипы .
31я - прекрасно показала себя длячерновой работы в грязи , в битуме, в краске , но на нормальном металле - косит рез .
Воо! Я заметил такую штуку. Я не спец по правильной резке металла, но например 10-ку режет на 40 амперах косо, а даш ампер 60 -70 - то ровно, но рез какой то широкий...
Одним словом, мне еще учиться и учиться...
Ну да. Сэкономил на плазморезе, теперь на расходниках потрачусь... Ну это нормально. У меня всегда так.
Ну это нормально. У меня всегда так. 
Приветствую. Как расходка вышла из Китая? Режете? Как в работе плазмотрон? Я к сожалению пока занят другими делами, не до сварки , резки.
Уже в Ёбурге моя посылка. Думаю через неделю прийдёт.
Приветствую. пришли сопла, попробовал, режут тонко и ровно.
Ссылочка https://www.aliexpress.ru/item/10pcs-LG-40-PT-31-Plasma-Cutter-Extended-...
Еще такие пришли, средненькие у одного дырочка немного не по центру --https://www.aliexpress.ru/item/10Pcs-Plasma-Tips-Nozzle-10-15mm-Height-E... и отверстие побольше чем у первого, соответственно рез шире.
И с этим набором разобрался---https://www.aliexpress.ru/item/70pcs-Plasma-Cutting-Torch-Consumable-Cut...
почему не резал, электрод длиннее чем надо примерно на 1 -1,5 мм, сточил и нормально стало резать но почему то косит со своими соплами, с другими нормально. Если что еще новое будет по ним, отпишусь.
Но тут и отверстие в сопле большеватое, так что по сути не надо этот набор брать.
Получается, что это брак?!
Было бы отверстие 0.9, вообще как иголкой резало бы.
Длинные или короткие?
Я вот чего подумал... Там всё внутри болтается.. Тоесть если при той же болтанке электрода, но коротком электроде, позиционирование его будет точнее чем у длинного электрода?! Соответственно меньше вероятность косого реза..