Вы здесь
токарный станок при ремонте тракторов,грузовиков. Страница 4 из 27
Самые популярные темы
- инструмент и приспособления
- Все о гидравлике (насосы, гидрораспределители, цилиндры, дозаторы). Часть 2
- Если есть вопросы по отечественным ТНВД вам сюда!
- Все о гидравлике (насосы, гидрораспределители, цилиндры, дозаторы)
- народ у кого есть газ 4301.. или был.давайте сюда.как ремонтируете как обслуживаете и всё всё всё.....
- Ремонт и регулировка двигателей СМД.
- Фото-музей поломок.
- Ремонт трактора "Казахстан" (ДТ-75)
- Подключить преобразователь 191.3759-01 12-24 вольта на МТЗ
- Регулировка ТНВД и форсунок.
Раньше было четыре токаря в округе. Теперь остался один я. Работы хватает. Много, а наверное в основном,ничего не фотографирую.
Ради азарта чтоли хочу стенд топливный. Интересно просто
Тоже дело! У нас топливщик на расхват! В очередь надо вставать, а токарей частников вообще как будто нет, по крайней мере я не смог найти, только на предприятиях, все утайкой делают, трисутся как бы не поймали.
подскажите учебник по токарному станку 1А62
Посмотрите здесь
http://www.chipmaker.ru/forum/50/
Страницу в закладки! Спасибо!
Осваивал сегодня дюймы. 2 дюймовая труба, 11 ниток
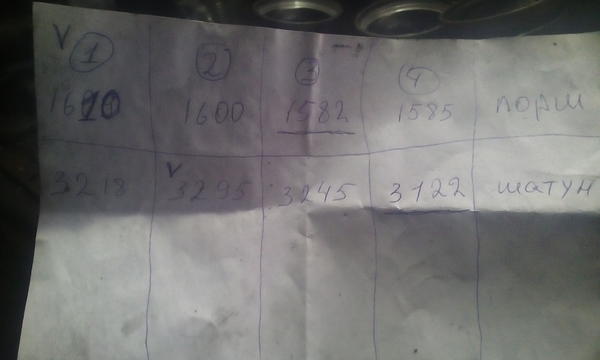
Принесли поршни д-240, нужно подогнать по весу,





И пробка маслозаливной горловины МТЗ,
Двушка вместо заглушки так как случайно просверлил насквозь.
Кулачки на пистонах следы не оставили?
Пробка зачетная. То слив под что?
Нет, сильно не тянул.
Слив с турбины, делаю на МТЗ.
Здравствуйте.
я новичек в тракторах, но с детства к ним тяготею. Дядя , дед были трактористами.
сюда пришел с металличнского форума, самоучка обладатель китайского токарного и китайского фрезера.по вопросу форума скажу без станков обойтись можно, но с ними лучше. моя мастерская это бытовка 6х2.5м.
оснасткой обрастаешь со временем. и если раньше при упоминании просверлить отверстие в полосе стали толщиной 10мм и диаметром 10-12 мм я думал... лишь бы дрель не ушатать...
по доводам сходить и купить тот же болт и шпильку это всё правильно но для простого болта. а если нужен штуцер вроде простой а купить негде... так что станок очень облегчит жизнь не только обладателю сель хоз машин но и в быту.
и надо понимать что станки разные и каждому найдется своя работа.
по инструменту.
речь о токарке сейчас, резцы.
из положения можно выходить разными путями, найти напайные пластинки и напаивать на куски квадрата, это дикий довольно не эффективный способ единственное чем он хорош, тем что пластинки эти ( не путаем с пластинами под мех крепление) за горсть копейку, хотя такое всё реже. далее если совсем всё плохо и последний резец сломался...
ищем иголку форсунки они иногда из стали Р18 сделаны. чтоб это проверить берем на точиле и пробуем искру если искра красная то это быстрорез. если нет то старый метчик сломанный, обломок сверла.
вобщем добываем быстрорез . потом ставим в патрон сверло диаметра стержня и сверлим старую державку потом сверху перпендикулярно сверлим еще отверстие и нарезаем резьбу под фиксацию. резец готов и такие сменные вставыши могут иметь разный профиль, упорный, резьбовой, проходной. резцы продаются, это не дефицит.
по заготовкам это не так сложно.
особенно там где много техники, значит есть негодные изношенные узлы и агрегаты,еслине в эту же минуту тащат в чермет любая полуось или вал да что угодно это заготовка, чтоб её точить просто кидаем в костер она нагревается остывает и готово. старый шкворень опять болванка, вал из КПП еще одна. кстати надо понимать что и закаленную сталь можно обточить если надо , просто резец не быстрорез, а твердосплав например.
по знаниям и умениям... я не токарь, но деталь выточить смогу. в этой фразе есть некоторые но! не всякая сложность детали мне по силам, мне и станку. но есть учебники особенно старых годов чем старше тем лучше там доходчивее описывается . всему что умею научился из интернета и на личном опыте.
могу сказать что имею навыки в токарном, фрезерном деле, знаком с основами шабрения, и всё это самоучно с помощью старших товарищей их советом и обмену опытом.
а фраза что научиться можно только у старых токарей, не верна. у них научиться можно но не только у них.
токарный в хорошем хозяйстве нужен. пусть не каждый день но он выручает, а порой выручает так что...
о! пример. из личного опыта. батя приобрел давнюю игрушку молодости мопед рига 13.
мотор Д-6 на нем разбило посадку на валу под магнит, шпонку, шпоночный паз в магните( в магнит впрессована втулочка).
магнит гулял на валу как ему нравится, кулачек размыкателя тоже жил своей жизнью.выставить зажигание не возможно в принципе. пойти в магазин и купить зап части , как вы понимаете, не возможно. пришлось наплавлять вал, точить посадку резать шпонпазы, точить шпонки, резать резьбы и что? аппарат дал дым и катал нас.
этот пример довольно специфичен, кто то скажет что мопед-шмопед... чего там на тракторе выточишь то...
да кучу вещей начиная от пальца сцепки и заканчивая фторопластовыми прокладками и кольцами для уплотнения.
наверное много кто матерится когда гайку тянешь... уплотнительная резинка уже тоньше бумажного листа а всё равно подтекает... колечко фторопласта работает при температуре до 250-300 градусов и уплотняет на много лучше, он не разрушится от времени, от салярки, масла, кислоты.
научиться работать на станке можно! это не вот тее раз, но и не что то сверх сложное.
чуть не забыл, тут спрашивали про заточку резцов , точнее зерно алмаза для дисков( чашек) 160/125 самый ходовой.
125/100 тоже нормально. шагом выше этой пары уже слишком грубо дерет, более мелкие абразивы стоит брать для доводки резцов и по дешевке)))) мельче 100/80 брать смысла нет, если только уже не для резцов. кстати без заточного токарный очень бстро становится "беззубым". резцы есть но все тупые.
не поделитесь наработками, или где об этом можно почитать.
я в тракторах пока очень слаб. стал обладателем Т-25.
всем удачи.
Винты регулировки клина поперечной 1а616

Себя ремонтирует?)
Подогнали неделю назад плашкодержатель. Сразу не обратил внимания, сегодня малый нашел, притащил играется. Оказывается крутая вещь. Он с трещеткой
Да, запасной станок.
Болт резцедержателя


Ручка поперечной подачи
Столкнулся с проблеммой - отсутствие гайки. Как оказалось, она двухзаходная. Вот бы мне Ваша помощь не помешала...
Если совсем никак не изготовить, как вариант : заменить шпильку на другую с обычной резьбой, скажем М 20 х 3. Удачи
Болты крепления корзины сцепления МТЗ





Принесли вал от косилки, шлицы съело за сенокос.
Немного обточил в центрах чтобы было за что ухватиться, отрезал, засверлил, шлицы обтачивал во втулке.
Здравствуйте.
а в чем сложность?
постараюсь максимально понятно описать как бы делал я.
надеюсь трехкулачковый патрон у вас есть ну и резцы естественно.
допустим тяжелый случай что у вас и самой резцедержки нет. снимаем имеющуюся шпильку. на её место ставим временную любую но не меньше М12. чтобы выставить резец по уровню центров набираем подкладок под резец но не более 3-4х.
теперь по этой высоте набранного бутерброда подбираем еще железку +/- миллиметр не страшно. и прижимаем фрезерным прижимом( по сути это просто пластинка с отверстием по середине такого хватит, можно просто державку резца просверлить) как коромыслом . считаем что резец мы установили. но помним что такая установка это не штатное крепление и оно не очень надежное так что металл снимаем нежно.
далее.
зажимаем в патрон заготовку обтазиваем сверлим отверстие.
на данном этапе рекомендую сделать сквозную гайку, не поломаете резцов пока научитесь резать резьбу.
как рассчитать отверстие.
берем штангенциркуль.
замеряем внещний диамерт по вершинкам. получаем допустим 20мм далее глубиномером меряем глубину канавок.
получаем 2мм отверстие должно под гайку быть 16+0,1...0,2мм когда просверлили то на патроне примем один кулачек как базовыйотметим его маркером и отметим риску. далее на детали как можно точнее отмечаем напротив риски соответствующую ей царапину. теперь замерив шаг одного витка( берем маркером и ведем по одному витку закрашивая и замеряем именно окрашенный или не окрашенный шаг получаем допустим 6 это и есть шаг одного витка.
далее на станке настраиваем шаг( зависит от конструктива).
резьбовой резец нужно заточить по профилю самого винта проверяя его на просвет и лучше если он будет прилегать по сторонам при прижатии но уже самой впадинки. например ширина впадинки 1,5мм то резечик лучше проточить на 1...1,2мм а потом при заглублении на нужную глубину 2 +0,05мм расширить его.
очень четко и аккуратно надо работать с лимбами и помнить что резец изгибается под нагрузкой так что финишные проходы стоит делать 2-3 раза не добавляя размера.
далее снимаем детать. и размечаем от отмеченной риски строго на 180гадуров другую риску и совмещаем её риской на кулачке. и нарезаем резьбу точно так же как и в первый раз. положения лимбов и величину вылета детали из патрона при перестановке на станке нужно обязательно контролировать иначе брак!!!!!
далее пробуем ввернуть имеющуюся шпильку. если сразу вошла и не болтается то всё отлично если не лезет пробуем протачивать резьбы чуть больше. примеряя чем чаще там лучше стоит окрасить шпильку маркером и там где маркер стирается там и не лезет.. это ответ именно на этот вопрос.
но! шпилька ржавая если отчистить и состояние хорошее то стоит морочиться, а если барахло то нарезать свою однозаходную , ну пусть она будет не за один оборот зажиматься а за 2, не такая уж большая беда.
но нельзя свою шпильку оставлять без термообработки.
выточите из хорошей стали той же полуоси или еще чего то( предварительно стоит проверить на кусочке как она закаливается закалка и отпуск) выточили закалили проверили напильник скользит потом погреть в духовке ( температуры может не хватить) и придется греть немного иначе( газовая горелка или еще как). от марки стали зависит.
если требуется гайка такая что не будет иметь люфт то тут сложнее. материал гайки хорошо бы иметь чугун( приварить сложно), можно сталь 3 но это хуже на много или бронзу это дорого. когда делаем шпильку надо резьбовую часть делать длиннее и немного под конус на заходе, закалить и болгаркой тонким диском сделать проточки как на метчике, потом обточить затыловку, получим метчик именно с нишим профилем резьбы. в гайке сверлим отверстие начерно нарезаем резьбу и уже нашей шпилькой-метчиком нарезаем резьбу финишно. потом отрезаем излишек( но не выбрасываем а оставляем на другие поделки, пригодится не раз)
если что-то не понятно спрашивайте, постараюсь ответить.
Проточка корпуса золотника гур МТЗ на глубину 1.5мм

К чему такой ликбез?
Я пользуюсь таким методом -
человек спросил я постарался ответить, смещение салазок это хорошо, если уверены в точности перемещения МП.
тогда бесспорно. а судя по станку он имеет много сюрпризов о которых мы наверняка судить не можем и чтоб уйти от них. я предложил метод с проворотом детали. так тоже делают иначе небыло бы многозаходных поводковых патронов, хотя их с успехом заменяет планшайба.
ну и вообще стараюсь писать максимально подробно и понятно.
если это лишнее то не буду, я пока сдесь новичек. пока много читаю, в основном ветку по Т-25.
так что прошу не пинать.
Резал шпильки на Гранд Чероки. Кореш купил новые, а они не подошли. Резал резцом , потому как гайки с резьбой 1\2 20 ниток. Думал что не осилю, но получилось. Прикол в чем. По таблице диаметр стержня должен быть 12.1-12.2. По факту 12.5. Почему так?
Фото забыл сделать
Не ожидал такой ажиотаж к моей персоне! Я и рад бы сам изготовить гайку, но на фото моего станка видно, что нет там нихрена. На малую продольную нет гайки на винт трапеция 16 - вариант отпадает. В коробке подач нужно проточить шестерёнку и втулку -коробка на стадии ремонта. Винт резцедержателя пробовал вынуть - не хочет. Боюсь разламать малую... Склоняюсь к изготовлению гайки, вот и поделился мыслями... Кстати, станок мой еще Сталина помнит и ПОБЕДУ приближал. Запчастей - 0. Вот и очкую, что-бы потом репу не чесать. Токарей толковых - тоже 0. Пока ищу варианты. Придётся, наверное, в город ехать. Всем большое СПАСИБО!!! И мой поклон
Я и рад бы сам изготовить гайку, но на фото моего станка видно, что нет там нихрена. На малую продольную нет гайки на винт трапеция 16 - вариант отпадает. В коробке подач нужно проточить шестерёнку и втулку -коробка на стадии ремонта. Винт резцедержателя пробовал вынуть - не хочет. Боюсь разламать малую... Склоняюсь к изготовлению гайки, вот и поделился мыслями... Кстати, станок мой еще Сталина помнит и ПОБЕДУ приближал. Запчастей - 0. Вот и очкую, что-бы потом репу не чесать. Токарей толковых - тоже 0. Пока ищу варианты. Придётся, наверное, в город ехать. Всем большое СПАСИБО!!! И мой поклон 
Увы-нынче разтаможка дорого обходится!!!
Вот человечек кажется с вашей губернии и он как раз на подобных вещах специализируется:
https://www.youtube.com/channel/UCL7byCYGgccint3i8tSjDSA
может я опять лишнее отпишу.
с дюймами не работаю( богопротивная система).
но суть явления проста. металл штука довольно пластичная и при резании не только идет механическое разделение, но и пластическая деформация.
иными словами металл поднимается.
замечали что в таблицах часто указывается еще и материал?
для нержавеющей стали пруток стоит делать чуть в минусовом поле допуска( чтоб не клинил)
бронза сыпучка можно и ближе к плюсу или в середине вилки.
Адин дюйм,равен 25,4мм,соответственно пол дюйма равно 12,7мм!!! (см. "американ...английские винтовые резьбы"):
Чуток так...:
Я делаю ввертыши цилиндрические, пока не один не вывернулся. Магазинные почему-то все прослабленые
Если приносят магазинные,то тоже режу резьбу в голове только до тех пор,что бы можно было уцепиться резьбой гужена,а дальше нагрев и нахрапом вкручиваю его до предела и сразу же развальцовываю его с обратной стороны зубком шахтного комбайна или баровой установки...прогоняю внутри резьбу и поехали! Все это хорошо,но скажу из практики,что даже хорошо заделанный цилиндрический гужен,может дать прослабление.....поэтому там где есть цикличность температур и мягкий металл,делают сопряжение коническим. к примеру те же датчики температуры или штуцера на печку,технологические заглушки того же москвича где все из Ала,выполнены с резьбой К3/8.... Ну и как показала практика,с 99го года как я начал делать такие гужены,не было ни одного случая,что бы гужен вывернулся!!!
Ну и как показала практика,с 99го года как я начал делать такие гужены,не было ни одного случая,что бы гужен вывернулся!!! 
так же конические гужоны,можно запиливать заподлицо с базовой поверхностью свечи,что немаловажно,когда гужонишь многоцилиндровую ГБЦ на один цилиндр